Aukšto slėgio plieninių vamzdžių gamybos ypatybės - taikymo sritis
Norint sukurti ryšius, veikiančius sudėtingomis sąlygomis, naudojamos aukštos kokybės ir patvarios medžiagos.Besiūliai aukšto slėgio plieniniai vamzdžiai yra paklausūs daugumoje įmonių, nes gali atlaikyti bet kokį aplinkos ir darbo aplinkos poveikį. Gaminant juos reikia atsižvelgti į GOST standartus. Priešingu atveju plieniniai vamzdžiai negali būti naudojami tiesiant komunikacijas.
Straipsnio turinys:
Bendra informacija apie plieno gaminius
Plienas yra patikima medžiaga, naudojama vamzdžių gamyboje. Dėl papildomo terminio ar cheminio apdorojimo jis tampa atsparus neigiamam aplinkos poveikiui.

Plieniniai vamzdžiai yra suskirstyti į keletą tipų:
- besiūliai;
- katilinės;
- profilis;
- suvirintas elektra
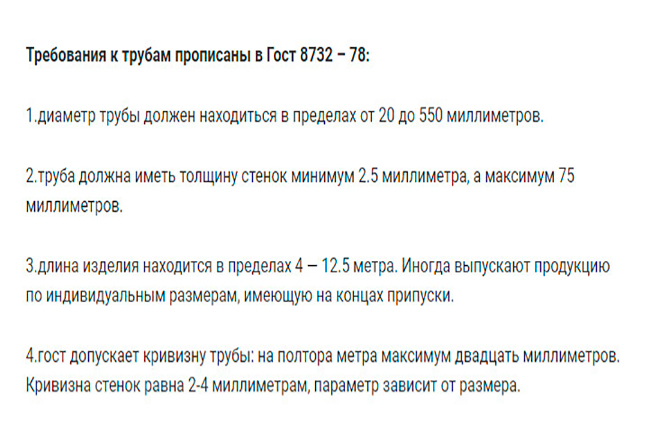
Visi šių gaminių valstybiniai standartai yra nurodyti GOST 10705-80, GOST 10706-80, GOST 8732-78.
Aptariami produktai yra perdirbami. Siekiant padidinti atsparumą korozijai, paviršius padengtas specialia kompozicija, kuri pašalina rūdžių pėdsakų atsiradimą. Dėl to pagerėjo eksploatacinės savybės. Kai kuriais atvejais ant metalo uždedamas plastikas ar kita korozijai atspari plastikinė medžiaga.
Aukšto slėgio besiūliai plieniniai vamzdžiai gaminami naudojant šalto arba karšto valcavimo technologiją. Produktai klasifikuojami pagal kelis kriterijus:
- naudojamos medžiagos tipas;
- pagal medžiagos struktūros vientisumą skerspjūvyje;
- pagal naudojamą gamybos būdą;
- pagal vidinę formą;
- pagal techninę paskirtį.
Gamintojai taip pat išskiria keletą produktų klasių:
- Pirmoji klasė vadinama standartine arba dujų. Jis naudojamas skystoms, dujinėms ar birioms medžiagoms tiekti. Neretai pirma klasė pasirenkama kaip apsauginis „apvalkalas“ tiesiant elektros laidus po žeme.
- Antrąją klasę atstovauja aukšto slėgio plieniniai vamzdžiai. Jie tinka sukurti vamzdyną, skirtą tiekti slėginius naftos produktus, taip pat kitą kurą.
- Trečioji klasė skirta tiekti darbinę terpę esant slėgiui aukštoje temperatūroje. Juos patartina naudoti maisto ar chemijos pramonėje.
- Ketvirtoji klasė naudojama gręžimo pramonėje.
- Penktoji klasė laikoma konstrukcine, nes ji naudojama transporto priemonių surinkimui, baldų ar atramų gamybai.
- Šeštasis tinkamas naudoti mechanikos inžinerijos srityje.
Aukšto slėgio plieniniai vamzdžiai randami pramoninėse patalpose ir naudojami greitkeliams įrengti.
Plieninių vamzdžių gamybos besiūliu metodu ypatybės
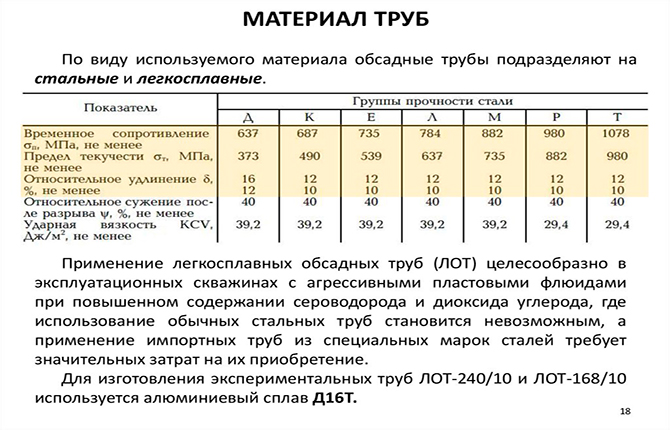
Skersmuo ir storis nurodyti GOST. Gamyboje naudojamas anglies arba nerūdijančio lydinio plienas. Pasirinkimas labai priklauso nuo to, kokia turėtų būti galutinė vamzdžių kaina, nes legiruoti metalai yra brangesni dėl jų gamybos sunkumų.
Yra keletas gamybos technologijų:
- kalimas;
- piešimas;
- presavimas;
- nuoma
Nuoma lengviau įgyvendinama. Tai dažniau. Optimalus gaminant didelius kiekius. Norint gauti tankesnę metalinę konstrukciją, naudojamas kalimas.
Karšto valcavimo metodas
Norint naudoti šį gamybos būdą, reikalinga speciali įranga, lieti, kaltiniai arba karšto valcavimo ruošiniai. Gamybos sunkumai yra susiję su šildymu, nes tinkamas plastiškumas pasiekiamas esant labai aukštai temperatūrai. Sunku dirbti su tokiais ruošiniais dėl sklindančios šilumos.Dėl to taip pat sunkiau kontroliuoti sienelės storio vienodumą.
Aukšto slėgio plieninių vamzdžių gamybos etapai:
- Ruošinys kaitinamas krosnyje iki temperatūros, kurioje vyksta kristalizacija. Kiekvienam metalo tipui jis skiriasi. Dėl stipraus medžiagos perkaitimo pasikeičia jos cheminė sudėtis ir savybės. Todėl gamyboje reikiamas dėmesys skiriamas temperatūros sąlygų palaikymui.
- Plastikinėje būsenoje ruošiniui suteikiama norima forma ir dydis. Presavimas atliekamas esant aukštam slėgiui. Nepaisant plastiškumo, šiame etape kyla sunkumų keičiant ruošinių geometriją. Taip yra dėl padidėjusio klampumo, išsiskiriančios šilumos ir kitų išlydyto metalo savybių.
- Po preso vamzdis turi netikslią geometriją. Norėdami jį pakeisti, ruošinys varomas per volelius. Aukšto slėgio plieniniam vamzdžiui suteikiamas nurodytas skersmuo ir sienelės storis. Kai kuriais atvejais gaminys išsitempia.
- Produktas atšaldomas vandeniu ir kalibruojamas. Temperatūros mažinimas atliekamas etapais. Per greitai atvėsus, plieninis vamzdis tampa trapus. Kalibravimas reikalingas norint sumažinti įtempį, kuris susidaro medžiagos struktūroje kristalizacijos metu. Jei to nepadarysite, jis praranda stiprumą ir gali sprogti net su nedideliu smūgiu.
- Gaminys supjaustomas į reikiamą dalių skaičių (priklausomai nuo nurodyto vienos sekcijos ilgio) metalui atvėsus. Apdailos etape galai apdorojami.
Ši technologija neleidžia gauti mažo skersmens arba mažo sienelės storio variantų.
Šalto formavimo metodas
Naudojant šį metodą, vamzdis gaunamas brėžiant.Ruošinių apdirbimo metu temperatūra neviršija 450 laipsnių Celsijaus, o to nepakanka, kad pasikeistų fizinės medžiagos savybės. Ši technologija tinka mažo sienelės storio ir išorinio skersmens aukšto slėgio plieniniams vamzdžiams gaminti.
Šaltojo formavimo metodas yra panašus į karšto valcavimo metodą, tačiau turi keletą skirtumų:
- Auskarų vėrimo mašina ruošinį nuolat aušina šaltu vandeniu. Visi kiti procesai atliekami žemoje temperatūroje. Dėl to beveik visiškai prarandamas elastingumas, tačiau to pakanka, kad plieninis vamzdis suteiktų norimą formą ir dydį;
- Kalibravimui ruošinys vėl pašildomas ir leidžiamas atvėsti. Ši procedūra vadinama atkaitinimu.
Tokio tipo gamybos technologija yra labiau paplitusi. Dabar gamintojai palaipsniui pereina prie užsienio įrangos.
Klasifikavimas pagal įvairius parametrus
Plieno gaminių klasifikavimas atliekamas pagal naudojamus gamybos būdus ir gaunamų sienelių storį.
Klasifikacija pagal gamybos technologijas:
- besiūlė karštoji deformacija;
- besiūlė terminė deformacija arba šalto valcavimo metodas;
- elektrinis suvirinimo būdas naudojant spiralinę siūlę;
- elektrinis suvirintas tiesia siūle.
Projektuojant konstrukciją ar vamzdyną atsižvelgiama į plieninių vamzdžių klasifikavimą pagal sienelių storį. Nuo šio rodiklio priklauso gaminio kaina, maksimali apkrova, svoris ir kitos techninės charakteristikos. Yra keletas tipų:
- ypač storasieniai;
- storasieniai;
- plonasienės;
- ypač plonasienių.
Išorinio skersmens indikatorius laikomas lemiamu pasirinkimo kriterijumi.
Kai kurie plieniniai vamzdžiai iš išorės yra padengti mišiniu, kuris padidina gaminio antikorozines savybes.Šiuo atveju paviršiaus apsaugos polimerais procedūra laikoma neprivaloma.
Atsparumas korozijai laikomas svarbiu parametru. Atkreipkite dėmesį į tai renkantis vamzdį sistemai vandens- arba dujų tiekimas. Nedidelio cinko kiekio pridėjimas prie metalo kompozicijos apsaugo jį nuo neigiamo didelės drėgmės poveikio.
Aukšto slėgio cinkuoto plieno vamzdžiai yra daug brangesni, tačiau pasižymi dideliu naudojimo patikimumu. Cinkavimo procesas vyksta paruoštoje aplinkoje ir apima elektrocheminį veiksmą.
Taikymo sritis
Siūlių nebuvimas užtikrina didelį gaminių tvirtumą, todėl nuotėkio tikimybė yra minimali. Aukšto slėgio plieninių vamzdžių taikymo sritys:
- hidraulinės sistemos įrengimui;
- energetikoje. Vertinami dėl vientisos struktūros ir didelio atsparumo aukštai temperatūrai. Todėl jie tinka šilumos tiekimo sistemoms kurti;
- Šie vamzdžiai naudojami vamzdynams kurti naftos perdirbimo pramonėje. Pridėjus įvairių priemaišų metalas tampa atsparus chemikalams;
- dėl didelio stiprumo jie praktiškai nėra atsparūs dirvožemio poslinkiui, dėl kurio produktas daro didelį spaudimą;
- mechanikos inžinerijoje. Tačiau jie yra mažiau paplitę dėl didelės kainos.
Mažas svoris ir didelis stiprumas yra pagrindinės šio tipo vamzdžių naudojimo priežastys. Šiuolaikiniai gamybos metodai sumažina išlaidas.
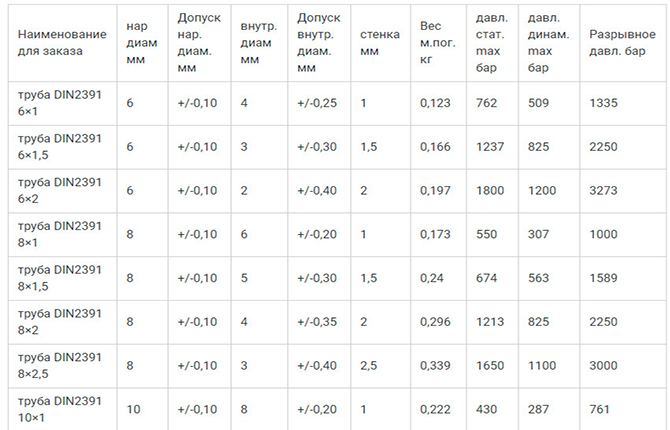
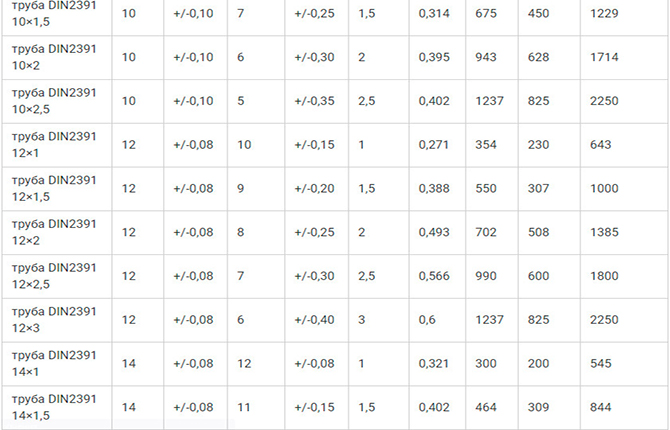
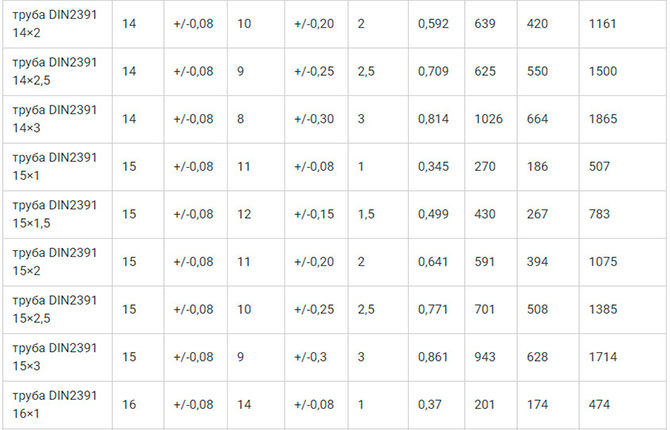
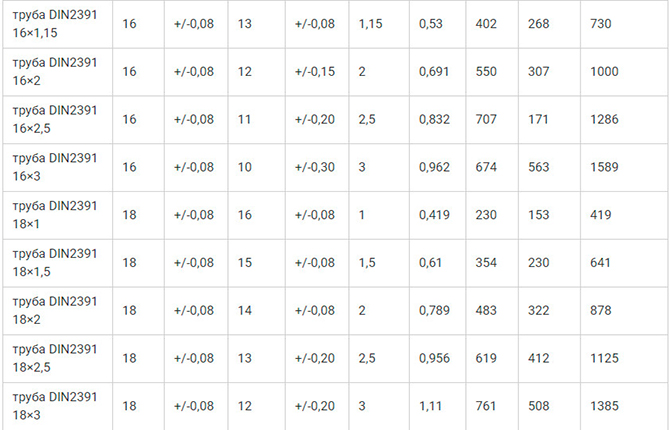
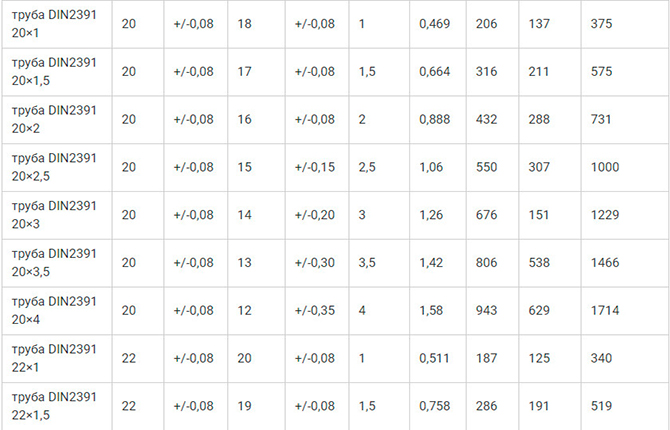
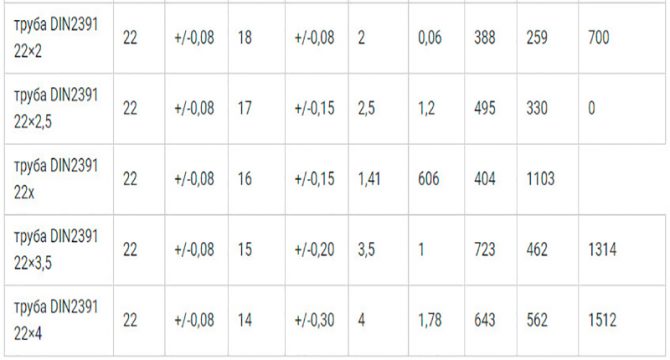
Aukšto slėgio plieninius vamzdžius gamina Rusijos ir užsienio įmonės. Ženklinant nurodomi pagrindiniai parametrai, susiję su didžiausiu slėgiu, skersmeniu ir sienelės storiu. Taip bus lengviau pasirinkti tinkamą greitkelio įrengimo tipą.
Ar kada nors naudojote aukšto slėgio plieninius vamzdžius? Rašyk komentaruose. Pasidalinkite straipsniu socialiniuose tinkluose ir išsaugokite jį žymėse, kad neprarastumėte.
Taip pat rekomenduojame žiūrėti pasirinktus vaizdo įrašus mūsų tema.
Karštai deformuotų besiūlių plieninių vamzdžių gamybos technologija.
Besiūlių aukšto slėgio vamzdžių gamyba.



