Kaip lankstomi metaliniai vamzdžiai: technologinės darbo detalės
Kampu sulenkti vamzdžiai buvo pritaikyti naftos ir chemijos pramonėje, mechanikoje ir aparatų inžinerijoje.Be jų neapsieina nei vienas architektūrinis ar statybinis projektas.
Posūkiams galima naudoti visokias jungiamąsias detales, tačiau tuomet gali atsirasti nuotėkių, o kartais tai tiesiog nepriimtina dėl estetinių priežasčių. Patrauklesnę išvaizdą ir aukštą patikimumą užtikrina vamzdžių lenkimas – procesas, kuris nepažeidžia jų vientisumo.
Mes jums pasakysime, kaip geriausiai sulenkti metalinį vamzdį naudojant tiek šaltą, tiek karštą technologiją. Mūsų pateiktame straipsnyje aprašoma iš įvairių medžiagų pagamintų vamzdžių lenkimo specifika. Pateikiamos darbo su profiliniais ir įprastais apvaliais vamzdžiais ypatybės.
Straipsnio turinys:
Lenkimo proceso ypatumai
Kiekvienas metalas turi savo ypatybes, į jas neatsižvelgiant, valcuotiems metalams neįmanoma suteikti sudėtingos formos. Sulenktą vamzdį veikia radialinės ir tangentinės jėgos.
Pirmieji deformuoja sekciją, o antrieji prisideda prie raukšlių atsiradimo. Pagrindinis reikalavimas galutiniam rezultatui yra tas, kad vamzdžio skerspjūvis turi likti nepakitęs, o sienose neturėtų būti bangų. Lenkimas leidžia sumažinti suvirinimo siūlių skaičių tiesiant vamzdynus su visų rūšių vingiais.
Vamzdžių lenkimo būdai
Atsižvelgiant į reikiamą lenkimo kampą, medžiagą ir vamzdžio skersmenį, lenkimas gali būti atliekamas rankiniu būdu arba naudojant specialią įrangą. Taip pat yra karštas ir šaltas lenkimas, užpildant vamzdžio ertmę ir be jo.

Pašalinus apkrovą, atsiranda reiškinys, vadinamas spyruokliavimu, kuris yra tiesiogiai proporcingas medžiagos tamprumo moduliui. Galimos deformacijos dydis priklauso ir nuo naudojamo lenkimo būdo bei objekto geometrijos.
Karštos technologijos specifika
Šis būdas pasirenkamas, kai reikia lenkti 10 cm ir didesnio skersmens vamzdį Vamzdžiai deformuojami karštai tiek rankiniu būdu, tiek mechanizmais. Yra toks dalykas kaip minimalus lenkimo spindulys.
Vamzdžio zonos, kurią reikia šildyti, ilgis nustatomas pagal vamzdžio skersmenį ir lenkimo kampą. Šiuo atveju apvalinimas negali būti mažesnis nei vamzdžio skersmuo, padaugintas iš 3.
Raskite šildomos sekcijos ilgį naudodami formulę:
L = α x d / 15
Formulėje: L – reikiamas ilgis mm, α – lenkimo kampas laipsniais, d – išorinis vamzdžio skersmuo mm, 15 – koeficientas. Tarkime 200 mm skersmens vamzdį reikia lenkti 60⁰ kampu, tada L = 60 x 200/15 = 800 mm, t.y. 4 diametrai.

Norėdami sulenkti vamzdį, jis turi būti pašildytas iki 900 ⁰. Optimali temperatūra pradedant lenkimą yra 760⁰, o pabaigoje - 720⁰C. Deginant pablogėja medžiagos stiprumo charakteristikos.
Karštas lenkimo procesas apima keletą operacijų:
- padaryti šabloną;
- smėlio pakavimas;
- aikštelės žymėjimas;
- karštis;
- lenkimas.
Kad vamzdžio skerspjūvis nedeformuotųsi ir vidinėje jo dalyje lenkimo vietoje nesusidarytų saldžių dėmių, vidinė erdvė užpilama kvarciniu smėliu.
Smėlis pirmiausia išdžiovinamas ir kalcinuojamas, kad būtų pašalintos organinės priemaišos 150–500 ⁰ temperatūroje, o po to perpilamas per smulkų sietelį, kurio ląstelių dydis 3,3 x 3,3 mm. Prieš pradėdami kimšti vamzdį, turite užkimšti vieną jo galą.
Kaip kamščiai naudojami mediniai arba metaliniai kamščiai su anga dujoms išeiti. Smulkaus ir šlapio smėlio naudoti negalima, nes... pirmasis yra sukepinamas termiškai veikiant ir tvirtai prilimpa prie vamzdžių sienelių.
Antrasis, dėl garų susidarymo, prisideda prie didelio vidinio slėgio susidarymo, dėl kurio kištukas gali iškristi. Akmenų buvimas pakuotėje yra nepriimtinas, jie gali prasiskverbti pro vamzdžio sienelę.
Vamzdžio prikimšimo procesas yra labai daug darbo jėgos, todėl jis transportuojamas į bokštą ir suteikiamas šiek tiek pasvirusi arba vertikali padėtis. Kadangi lenkimo kokybė tiesiogiai priklauso nuo tarpiklio sutankinimo, viso proceso metu vamzdis yra nuolat sriegiamas. Nuobodus garsas rodo, kad ruošinys gerai užpildytas.
Prieš pradedant tiesiai prie pagrindinės operacijos, ant vamzdžio, užpildyto smėliu, pridedant šabloną, nubrėžiamos būsimų posūkių sritys. Vamzdžiai šildomi krosnyse arba krosnyse. Lenkite tiek rankiniu, tiek mechanizuotu būdu.
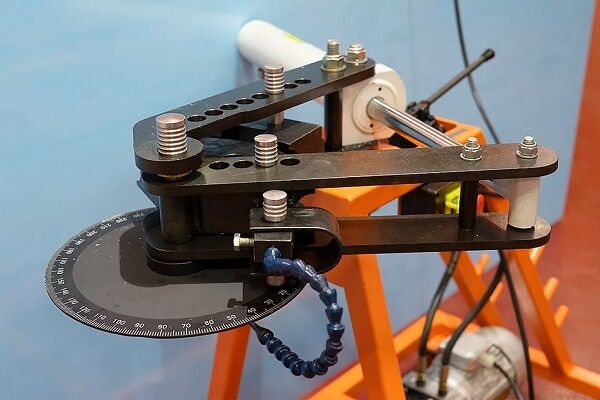
Pastaruoju atveju naudojamos specialios plokštės, kuriose įrengti atraminiai stulpeliai, kurių pagalba fiksuojama šildoma vamzdžio dalis, ir spaustukai, skirti vamzdžio galui laikyti ant plokštės.Ant priešingo vamzdžio galo uždedamas trosas, kurio įtempimas gervės arba šarnyro pagalba sukelia vamzdžio sulinkimą.
Kad vamzdžio sienelės nesideformuotų, vamzdžio stovo erdvėje dedamos tarpinės – tiesios arba išlenktos. Laisvasis galas su prie jo pritvirtintu kabeliu tvirtinamas stovu. Proceso metu stebima vamzdžio geometrija, periodiškai pritaikant prie jo šabloną.
Sulenkus vamzdį norimu kampu, iš jo išimami kamščiai juos sudeginant arba tiesiog išmušant. Smėlis išpilamas, vamzdis išvalomas ir išplaunamas. Atlikite galutinį lenkimo patikrinimą naudodami šabloną.
Šaltas lenkimas
Mažo skersmens vamzdžių konfigūracijai pakeisti naudojami įvairūs rankiniai įtaisai, dideliems skersmenims – mechanizuoti vamzdžių lankstikliai. Namuose dažniausiai reikia lenkti vandens ir dujų vamzdžius. plieniniai vamzdžiainaudojamas vandentiekio ir šildymo sistemų statybai.
Vamzdžio lenkimas 90⁰ vadinamas lenkimu, 180⁰ yra ritinys, formuojant atbrailą yra ataudas, o kilpos pavidalu yra laikiklis.

Yra ir kitų įtaisų rankiniam lenkimui. Namuose, norint pagaminti gyvatuką vandens šildymui, apie 20 mm skersmens nerūdijančio plieno vamzdis tiesiog suvyniojamas ant didelio skersmens vamzdžio gabalo. Pirma, ant didelio vamzdžio privirinamas laikiklis, uždedamas ant atramų ir užfiksuojamas.
Vamzdis sandariai užpildomas smėliu ir uždaromas kamščiais, tada įkišamas į laikiklį ir pradedama vynioti. Vamzdis, naudojamas kaip šablonas, turi būti susuktas, todėl tam reikės mažiausiai dviejų žmonių pastangų. Baigus vynioti, ritė išlyginama.

Iš nerūdijančio plieno ar kitos medžiagos pagamintą vamzdį lenkti namuose galima paprasčiausiu prietaisu. Patartina jį naudoti atliekant nedidelius darbų kiekius.
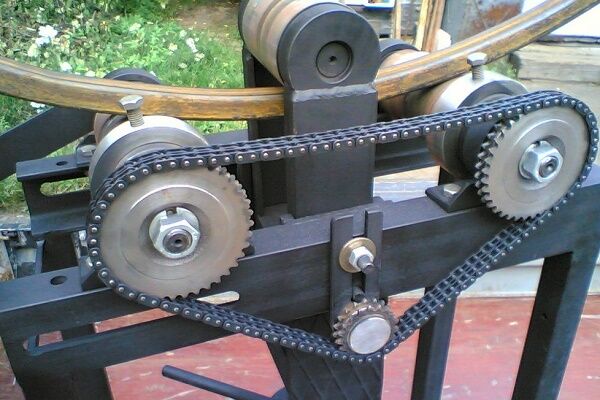
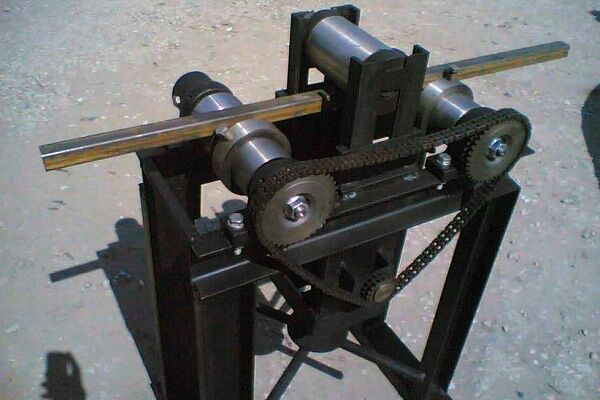
Paprastą mechaninį vamzdžių lenkimo aparatą galite sukurti savo rankomis, ypač jei turite suvirinimo įgūdžių ir esate susipažinę su suvirinimo aparatu:
Primityvių gamybai vamzdžių lenkimo įtaisas Jums reikia betono plokštės, metalinių kaiščių ir plaktuko grąžto. Plokštė yra padalinta į ląsteles 40 x 40 arba 50 x 50 mm. Naudojant perforatorių, elementų kampuose išgręžiamos skylės ir į jas įsmeigiami kaiščiai.
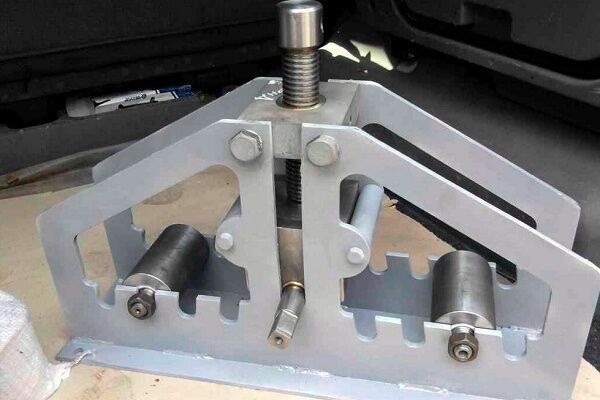
Vamzdinis gaminys įkišamas tarp kaiščių ir, taikant jėgą, sulenkiamas. Tikslumas naudojant šį lenkimo metodą nėra idealus, tačiau jo visiškai pakanka ruošinį naudoti namuose. Norėdami lenkti didesniu tikslumu, galite naudoti įrenginį, pagamintą domkrato pagrindu.

Kad vamzdžio vidinis spindis nesideformuotų, naudojamos priemonės, kurios neutralizuoja šį procesą iš vidaus. Smėlis dažniausiai naudojamas kaip vidinis ribotuvas. Tokiu atveju į vieną vamzdžio galą įkišamas kamštis, per kitą pilamas smėlis, o tada užkišamas kamščiu. Toliau atliekamas lenkimas.
Kartais ribotuvas yra specialiai šiam tikslui pagaminta spyruoklė. Apvijai naudojama nuo 1 iki 4 mm skersmens viela. Spyruoklė turi laisvai tilpti į vamzdį lenkimo taške; dalis vielos paliekama išorėje.
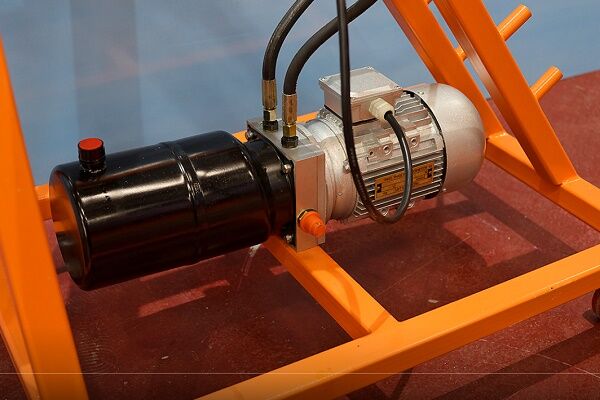
Rankinių įrankių, nešiojamų ir stacionarių mašinų hidraulinė sistema žymiai palengvina lenkimo procesą ir pagreitina vamzdžių deformacijos procesą:
Pasibaigus lenkimui, spyruoklė nuimama traukiant laidą. Dirbant su kvadratinio skerspjūvio vamzdžiu, spyruoklei pagaminti pasirenkama tokio paties skerspjūvio viela.
Tam tinka ir vielos pluoštas, susidedantis iš atskirų segmentų, kurie po vieną stumiami į vidų iki būsimo lenkimo taško. Baigus operaciją, segmentai taip pat pašalinami po vieną. Rankiniu būdu galite sulenkti iki 4 cm skerspjūvio ir 0,3 cm sienelės storio nerūdijantį vamzdį.

Norint dirbti su dideliais skersmenimis, reikalinga profesionali įranga. Yra vamzdžių lenkimo staklių su įtvaru. Šis konstrukcinis elementas yra įprastas metalinis strypas.

Prieš pradedant lenkimo procesą, jis įdedamas į vidų, kad būtų išvengta vamzdžio sienelių deformacijos. Komplekte esantys įtvarai yra skirtingų sekcijų, todėl galėsite pasirinkti sau reikalingą konkretaus skersmens vamzdžių gaminiams.
Vamzdžių, pagamintų iš spalvotųjų metalų, konfigūracijos keitimas
Spalvotieji metalai turi labai naudingą savybę – didelį plastiškumą. Tačiau jie nėra pakankamai stiprūs. Lenkimo proceso metu, veikiant suspaudimo ir įtempimo jėgoms, vamzdis gali subyrėti arba plyšti. Kad taip neatsitiktų, turite griežtai laikytis technologijos.
Kaip sulenkti varinius ir žalvario vamzdžius?
Varinių ir žalvarinių vamzdžių lenkimui naudojami tiek karšti, tiek šalti metodai. Renkantis pirmąjį, kaip vidinis užpildas pasirenkamas smėlis, o kaip antrasis užpildas – išlydyta kanifolija. Lenkimo technologija yra tokia pati kaip ir plieninių vamzdžių.
Vamzdiniai gaminiai, pagaminti iš vario ir žalvario, prieš šaltą lenkimą atkaitinami ir vėliau atšaldomi. Abiejų medžiagų temperatūros diapazonas yra vienodas - nuo 600 iki 700⁰С. Skirtumas yra aušinimo terpėje – varis dedamas į vandenį, o žalvaris – ore.
Kai procesas bus baigtas, kanifolija pašalinama ją lydant. Siekiant išvengti vamzdžio plyšimo, procesas niekada neturėtų būti pradedamas nuo vamzdžio vidurio, tik nuo galų. Kaip lenkimo įtaisai naudojami ir paprasti įrankiai, ir sudėtinga mašinų įranga.
Rankiniai vamzdžių lankstikliai veikia dėl žmogaus fizinių pastangų, o hidrauliniai šias pastangas sumažina iki minimumo. Abu yra su keičiamais antgaliais, leidžiančiais pasirinkti norimą skersmenį.

Su variniais ir žalvariniais vamzdžiais dirbti daug lengviau nei su plieniniais, tačiau metalo deformacija lenkimo metu vyksta pagal tuos pačius fizikos dėsnius. Lenkimo atkarpoje išorinis paviršius patiria įtempimą, dėl to sienos plonėja.
Vamzdžio viduje vyksta atvirkštiniai procesai – sienelė susitraukia ir tampa storesnė. Egzistuoja pavojus, kad apvali atkarpa virs ovalu ir sumažės vardinis skersmuo, todėl lenkti negalima pradėti nesiėmus priemonių šiems reiškiniams išvengti.
Aliuminio vamzdžių lenkimas
Pagrindiniai metodai aliuminio vamzdžių lenkimas tas pats kaip žalvaris ar varis:
- stumdymas tarp ritinėlių;
- valcavimas;
- atšaukimas;
- spaudimas.
Prieš priimdami sprendimą, kaip ir kokiu būdu sulenkti aliuminio vamzdžius, turite susipažinti su kiekvienu iš jų. Pirmasis metodas naudojamas plonasieniams vamzdžiams, kurių maksimalus skersmuo yra 10 cm, kai reikia išgauti švelnų lenkimą su mažo tikslumo reikalavimais. Čia griežtai reglamentuojamas minimalus spindulys. Jo dydis yra 5-6 vamzdžių skersmenys.
Sekcijos kreivumą lemia nukreipimo volelio padėtis. Dažniausiai tokiu būdu gaminami interjero puošybos elementai. Antrasis būdas – lenkti didelio skersmens vamzdžių medžiagą, kuriai naudojami 3 ritinėlių vamzdžių lankstikliai.Vamzdis traukiamas tarp pavaros ritinėlių, kurių orientacija lemia lenkimo spindulį.

Šio metodo tikslumas net mažesnis nei ankstesnio, tačiau detalę galima iš naujo sulenkti ir procesą kartoti tol, kol bus pasiekta norima geometrija.
Plonasienių aliuminio vamzdžių lenkimas gali būti atliekamas rankiniu būdu tinkamai paruošus:
Valcavimo metodas nenumato vidinio užpildo, todėl jis nenaudojamas mažiems spinduliams gauti.Pasirinkus šį būdą, nebus įmanoma įvykdyti griežtų reikalavimų, susijusių su pjūvio ovalumu posūkyje.
Norėdami deformuoti aliuminio vamzdį slėgiu, naudojami presai, ant kurių sumontuoti antspaudai su norimos formos matrica. Nurodyta geometrija gaunama dėl slėgio, veikiančio iš išorės, įtakos.
Kai kuriais atvejais slėgis gali būti vidinis, kai vamzdis dedamas į formą ir į vidų tiekiamas skystis, kurio slėgis yra pakankamas, kad jis prispaustų prie sienų.
Lankstyti duraliuminio vamzdžius nėra lengva, nes... Ši medžiaga yra gana kieta ir elastinga. Kad procesas būtų lengvesnis, jie išdeginami prieš pat lenkimą 350–400⁰C temperatūroje, tada laukiama, kol vamzdžiai natūraliai atvės ore.
Didelio skersmens vamzdžių lenkimo metodai
Palyginti neseniai atsiradę metodai yra vamzdžių lenkimas naudojant pramonines ir aukšto dažnio sroves bei lenkimas įtempiant. Pirmuoju atveju naudojama didelio našumo aukšto dažnio instaliacija, kurioje šildomas, lenkiamas ir aušinamas 95 - 300 mm skersmens vamzdis.
Jį sudaro dvi dalys - mechaninė lenkimo staklės ir elektrinė, kurią sudaro elektrinė dalis ir aukšto dažnio instaliacija.
Vamzdis deformuojamas tik šildomoje srityje, esančioje induktoriaus zonoje. Geometrija pasikeičia į tam tikrą dydį, veikiant nukreipiamajam voleliui. Naudodami šį metodą galite gauti lenkimą su mažo spindulio kreivumu.
Lenkimas antruoju metodu atliekamas lenkimo ir tempimo mašinose, kuriose yra sukamasis stalas. Vamzdis yra veikiamas didelių tempimo ir lenkimo jėgų. Taip išgaunami stačiai išlenkti posūkiai su pastoviu sienelės storiu per visą perimetrą.
Metodas naudojamas lenkiant didelio skersmens vamzdžius, naudojamus aviacijos, automobilių ir laivų statybos pramonėje, kur dujotiekiui keliami dideli reikalavimai. Privalumas yra galimybė sulenkti vamzdžius, kurių sienelė yra 2–4 mm 180⁰.
Profilio lenkimo ypatybės
Profilinių vamzdžių gaminiai turi estetiškesnę išvaizdą nei apvalūs analogai, todėl jie dažnai randami namų ūkio konstrukcijose. Lenkiant iš vidaus jį veikia gniuždymo jėga, o iš išorės – tempimo jėga. Prieš pradėdami šią operaciją, turėtumėte atidžiai pasirinkti lenkimo būdą.
Profilių asortimente yra vamzdžiai, kurių skerspjūvis yra kvadrato, ovalo arba stačiakampio formos.
Yra keletas niuansų ir neturėtumėte jų pamiršti darydami lankstūs profiliniai vamzdžiai namuose be specialios įrangos:
- Optimalus lenkimo sekcijos ilgis gofruotiems vamzdžiams plonomis sienelėmis ir iki 2 cm skerspjūvio yra vamzdžio aukštis, padaugintas iš 2,5.
- Storasienių vamzdžių lenkimo zonos ilgis nustatomas padauginus skerspjūvį iš trijų. Priešingu atveju negalima išvengti medžiagos įtrūkimų iš išorės arba deformacijos iš vidaus.
- Mažiausia kreivio spindulio vertė yra lenkimo dalis, padauginta iš 2,5.
Neatsižvelgdami į šiuos reikalavimus, net negalite tikėtis gero rezultato. Lenkimo metodai nesiskiria nuo naudojamų dirbant su apvalaus skerspjūvio gaminiais. Be to, galite naudoti rankinį lenkimo metodą su skersiniais pjūviais, kurie atliekami iš trijų vamzdžio pusių.
Pjūvių ilgis ir jų skaičius nustatomi skaičiavimais. Tarkime, kad yra 40 x 90 mm vamzdis. Reikia atlikti pilną posūkį, t.y. sulenkite išilgai sienos 40 mm 180⁰ kampu 150 mm spinduliu. Pirmiausia apskaičiuokite puslankio ilgį pagal išorinį spindulį:
L = (2π r: 2 = 2 x 3,14 x 190): 2 = 596,6 mm
Vidinio spindulio skaičiavimai yra tokie patys:
Linas. = (2 x 3,14 x 150) : 2 = 471 mm.
Vidinio spindulio pjūvių ilgių suma nustatoma pagal formulę: Lout = L – Lin = 596,6 – 471 = 126 mm.
Tie, kurie nori tai padaryti patys rankinis vamzdžių lankstiklis arba profilinių vamzdžių lenkimo staklės Savo rankomis mūsų siūlomuose straipsniuose rasite daug naudingos informacijos, diagramų ir naudingų rekomendacijų.
Jei atsižvelgsime į tai, kad šlifuoklis gali padaryti 5 mm pločio pjūvį, tada 126 mm ilgio lenkimo plokštumoje gausite 25 plyšius, po kurių vamzdis sulenkiamas tol, kol susilies išpjovų kraštai. Plyšiai suvirinami, o siūlės išvalomos.

Yra ir kitas profilinių ir apvalių vamzdžių sulenkimo būdas, tačiau jį galima naudoti tik žiemą. Norėdami tai padaryti, į vamzdelio galus įkiškite kamščius, į vidų įpilkite vandens ir palaukite, kol jis sukietės. Vamzdis yra sulenktas, valdant procesą šablonu, tada išimami kamščiai ir pašalinamas skystis.
Naudinga: Kaip savo rankomis pasidaryti pavėsinę iš profilio vamzdžio.
Išvados ir naudingas vaizdo įrašas šia tema
Vaizdo įrašas Nr. 1. Kaip sulenkti vamzdį improvizuotomis priemonėmis, sužinosite iš šio vaizdo įrašo:
2 vaizdo įrašas. Kaip sulenkti bet kokio skerspjūvio vamzdį į apskritimą:
3 vaizdo įrašas. Naminis vamzdžių lankstiklis yra būtinas dalykas buityje:
Atliekant remontą ar statant namą dažnai iškyla poreikis lenkti vamzdį – apvalų ar profiliuotą. Jei tūris mažas, galite tai padaryti patys. Masinis vamzdžių gaminių lenkimas galimas tik naudojant specialią įrangą.
Papasakokite apie tai, kaip išlenkėte metalinį vamzdį šiltnamiui statyti ar kitiems tikslams. Pasidalykite su svetainės lankytojais tik jums žinomais technologiniais niuansais. Rašykite komentarus žemiau esančiame bloke, pateikite nuotraukas, susijusias su straipsnio tema, ir užduokite klausimus.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Puikus straipsnis :)