Varinių vamzdžių litavimas: žingsnis po žingsnio darbo analizė ir praktiniai pavyzdžiai
Namų meistrai statybos ir remonto darbus stengiasi atlikti patys, o tai leidžia ne tik sutaupyti šeimos biudžetą, bet ir visiškai pasitikėti kokybišku rezultatu. Todėl jie turi įvaldyti naujas technikas ir technologijas, pavyzdžiui, lituoti varinius vamzdžius.
Mes jums pasakysime, kaip surinkti ir prijungti komunikacijas iš varinių vamzdžių. Čia sužinosite, kokių eksploatacinių medžiagų ir įrankių prireiks atlikėjui. Įgūdžiai, kurie yra naudingi net kasdieniame gyvenime, leis savarankiškai surinkti vamzdynus su puikiomis eksploatacinėmis savybėmis.
Straipsnio turinys:
Vario litavimas: kodėl turėtumėte tai išmokti
Variniai vamzdynai praktiškai naudojami retai. To priežastis yra gana didelė medžiagų kaina. Tačiau variniai vamzdynai teisėtai laikomi geriausiais.
Šis metalas pranoksta visas kitas medžiagas atsparumu karščiui, lankstumu ir ilgaamžiškumu. Šildymo variniai vamzdynai po surinkimo galima pilti į betoną, paslėpti sienose ir pan. Eksploatacijos metu jiems nieko nenutiks.

Į tai verta atsižvelgti renkantis medžiagą šildymui ar santechnikai. Kalbant apie ilgalaikę eksploataciją, didesnės išlaidos yra to vertas. Be puikių eksploatacinių savybių, kurias turi varis, jį gana lengva montuoti. „Baisūs pasakojimai“ apie litavimo sunkumus dažniausiai yra perdėti.
Varis yra gana lengvas lituoti. Jo paviršiui nereikia naudoti agresyvių valymo priemonių. Daugelis mažai tirpstančių metalų turi didelį sukibimą su juo, o tai supaprastina lydmetalio pasirinkimą.
Brangių vario srautų nereikia, nes lydant metalą smarkios reakcijos su deguonimi nevyksta. Litavimo metu vamzdis nesideformuoja, jo forma ir matmenys nesikeičia. Esant reikalui susidariusią siūlę galima išlituoti.
Varinių detalių litavimo būdai
Litavimas laikomas geriausiu varinių dalių sujungimo būdu. Eksploatacijos metu išlydytas lydmetalis užpildo nedidelį tarpą tarp elementų, sudarydamas patikimą jungtį.
Yra du dažniausiai pasitaikantys tokių junginių gavimo būdai. Tai aukštos ir žemos temperatūros kapiliarinis litavimas. Išsiaiškinkime, kuo jie skiriasi vienas nuo kito.
Aukštos temperatūros jungčių ypatybės
Šiuo atveju varinių elementų sujungimo procesas vyksta aukštesnėje nei +450 laipsnių temperatūroje. Kompozicijos, kurių pagrindą sudaro gana ugniai atsparūs metalai: sidabras arba varis, pasirenkami kaip lydmetalis.
Jie suteikia patvarią siūlę, atsparią mechaniniams pažeidimams ir aukštai temperatūrai. Toks ryšys vadinamas kietu.

Vadinamojo kietojo litavimo ypatumas yra metalo atkaitinimas, dėl kurio jis suminkštėja. Todėl, kad vario stiprumo charakteristikų praradimas būtų minimalus, užbaigtą suvirinimo siūlę reikia aušinti tik natūraliai, nenaudojant dirbtinio pūtimo ir nepamerkiant detalės į šaltą vandenį.
Tvirta jungtis naudojama vamzdžiams, kurių skersmuo nuo 12 iki 159 mm. Aukštos temperatūros litavimas naudojamas dujų vamzdžiams sujungti.
Vandentiekyje jis naudojamas montuojant vandens vamzdžius, skirtus monolitiniam dalių, kurių skersmuo viršija 28 mm, sujungimui. Be to, ši jungtis naudojama tais atvejais, kai vamzdžiuose cirkuliuojančio skysčio temperatūra gali viršyti +120 laipsnių.
Aukštatemperatūrinis litavimas taip pat naudojamas šildymo sistemoms surinkti. Jo privalumas – galimybė sutvarkyti atšaką iš anksčiau įrengtos sistemos, prieš tai jos neišardant.
Žemos temperatūros litavimas dalimis
Minkštasis arba žematemperatūrinis litavimas – tai varinių detalių sujungimas, kurio metu naudojama žemesnė nei +450C temperatūra. Šiuo atveju litavimui parenkami minkšti, mažai tirpstantys metalai, tokie kaip alavas ar švinas.
Tokio litavimo metu susidariusios siūlės plotis gali svyruoti nuo 7 iki 50 mm. Gautas junginys vadinamas minkštu. Jis yra mažiau patvarus nei kietas, tačiau turi daug reikšmingų pranašumų.

Pagrindinis skirtumas yra tas, kad litavimo proceso metu metalas neatkaitinamas. Atitinkamai, jo stiprumas išlieka toks pat.
Be to, lituojant žemoje temperatūroje temperatūra nėra tokia aukšta, kaip lituojant aukštoje temperatūroje. Todėl jis laikomas saugesniu. Mažo skersmens vamzdžiams montuoti naudojamos vadinamosios minkštosios jungtys: nuo 6 iki 108 mm.
Žemos temperatūros jungtys vandentiekyje variniai vamzdžiai naudojami vandentiekio ir šilumos tinklų įrengimui, tačiau su sąlyga, kad juose cirkuliuojančio skysčio temperatūra yra mažesnė nei +130 laipsnių. Dujotiekiams tokio tipo jungtis naudoti griežtai draudžiama.
Ko prireiks procese?
Norint atlikti kokybiškas jungtis, reikės specialių medžiagų ir įrankių. Visų pirma, norint apdoroti iš anksto nuvalytą dalių paviršių, jums reikės srauto. Jis pašalina oksidus nuo pagrindo, pagerina išlydyto lydmetalio tekėjimą ir sumažina paviršiaus įtempimą.
Be to, jums taip pat reikės lydmetalis darbui su variu. Suvirinimui aukštoje temperatūroje parenkama medžiaga, kurioje nėra švino. Ant pakuotės turi būti užrašas „be švino“ arba „be švino“.
Litavimui žemoje temperatūroje pasirenkamas žemos temperatūros lydmetalis, kuriame gali būti alavo, vario, bismuto, sidabro. Žemos temperatūros lydmetalis tiekiamas 3 mm vielos pavidalu.

Norėdami dirbti, jums reikės įrankių. Pirmiausia, vamzdžių pjaustytuvas. Su jo pagalba galite iškirpti dalis iki norimo dydžio.Svarbu pasirinkti kokybišką įrankį, kad nesiglamžytų minkšta medžiaga, kuri yra varis.
Jums taip pat reikės nuožulnų nuėmiklio, kad pašalintumėte įdubas. Priešingu atveju vienos dalies įkišti į kitą bus neįmanoma. Vamzdžių vidiniam paviršiui valyti taip pat naudojamas šepetys ar šepetys.

Variniams elementams šildyti naudojami įvairūs įrankiai. Dažniausiai jie renkasi litavimui žemoje temperatūroje dujų degiklis, turintis siaurai nukreiptą liepsną.
Dujų įranga šiuo atveju veikia iš baliono su propano ir butano mišiniu arba su grynu butanu. Vieno tokio užpildo užtenka 3-4 šimtams siūlių.
Prietaisas veikia efektyviai, kaitinant degikliu vamzdis įkaista per kelias sekundes. Aukštos temperatūros litavimas atliekamas naudojant propano-deguonies arba acetileno-oro dujų mišinius.
Be to, litavimas gali būti atliekamas naudojant specialų elektrinį lituoklį, skirtą dirbti su varinėmis dalimis. Prietaisas gali dirbti tiek su kietuoju, tiek su minkštuoju lydmetaliu. Lituoklis yra prijungtas prie tinklo ir naudojamas ten, kur neįmanoma dirbti su atvira liepsna. Prietaisas turi fiksavimo reples ir nuimamus elektrodus.
Be šių įrankių, vamzdynų montavimui jums reikės žymeklio arba pieštuko, matavimo juostos, plaktuko ir pastato lygio.
Vario gaminių litavimo technologija
Paruošę įrankius ir medžiagas, galite pradėti litavimo procesą. Visas operacijas atliekame tokia seka:
Iškirpkite dalį reikiamo ilgio
Variniams vamzdžiams pjauti galima naudoti įvairius įrankius. Dažniausiai naudojamas įrankis yra rankinis vamzdžių pjaustytuvas. Norėdami užtikrinti tolygų pjūvį, vamzdį laikykite tik statmenai įrankiui.
Dalį tarp volelio ir ašmenų suspaudžiame ir aplink ją sukame vamzdžio pjaustytuvą. Nepamirškite po kiekvieno posūkio priveržti reguliavimo varžto maždaug trečdaliu apsisukimo. Naudojant vamzdžių pjaustytuvą, pjūvis bus lygus, o atplaišos atsiras tik vamzdžio viduje.

Tačiau tuo pačiu metu gaminio skersmuo šiek tiek sumažės, o tai nepageidautina. Pjaudami metalo pjūklu galite išvengti detalės deformacijos. Tačiau tokiu atveju atsiras daug įbrėžimų, kuriuos reikės pašalinti, o pjūvio nuožulnumui sumažinti reikės naudoti šabloną.
Vamzdžio pjūvio suglamžymas arba ovalizavimas sukels nemalonių pasekmių, nes tai tikrai pakeis montavimo tarpo dydį. Jo vertė turėtų būti 0,02–0,4 mm. Jei tarpas mažesnis, lydmetalis į jį nepateks. Padidinus tarpą kapiliarinis efektas neatsiras.
Dėl pjovimo rezultatas turėtų būti dalis, kurios galas yra griežtai cilindrinis ir turi minimalų pjovimo kampą. Būtinai pašalinkite visas detales, nuvalykite jos vidinį paviršių šepetėliu ir nuriebalinkite. Taip pat nupjauname antrą vamzdžio gabalą. Paimame vamzdžio plėtiklį ir plaktuku padidiname antrojo vamzdžio skersmenį.

Patikriname, kaip detalės dera viena į kitą, patikriname susidariusio montavimo tarpo matmenis. Jis turi tiksliai atitikti normą. Antrą dalį nuvalome ir nuriebaliname.Operaciją atliekame per visą vamzdžio skerspjūvį, nepamiršdami, kad jungties ilgis turi būti lygus detalės skersmeniui.
Užtepkite srautą ant vamzdžio paviršiaus
Pagal technikos taisykles varinių vamzdžių litavimas, dalis turi būti padengta srauto sluoksniu. Mes paimame kompoziciją ir atsargiai teptuku tepame ant išorinio vamzdžio paviršiaus, kuris bus jungties viduje.
Operaciją atliekame labai kruopščiai. Stengiamės surinkti mažiausią tirpalo kiekį ir visiškai paskirstyti per dalį. Ant paviršiaus neturi likti perteklinio srauto.
Dalių sujungimas prieš litavimą
Kai srautas užtepamas ant dalių, jas reikia sujungti. Tai turi būti padaryta pakankamai greitai, kad ant šlapio paviršiaus nepatektų teršalų dalelių. Jei dirbame su armatūra ar kištukiniu lizdu, atliekame pilną elementų sujungimą.
Norėdami tai padaryti, pasukite juos iki galo. Sukimosi metu detalės ne tik „susileidžia“ į vietas, bet ir srautas kuo tolygiau paskirstomas per montavimo tarpą.

Draudžiama palikti srautą ant dalies, nes tai yra agresyvi cheminė sudėtis.
Čiaupo litavimas su jungtimi, pagrįsta suspaudimo žiedu, atliekama tokia tvarka:
Sujungimų susidarymas lituojant žemoje temperatūroje
Atliekant minkštą jungtį, būtina naudoti mažai tirpstantį lydmetalą ir žemos temperatūros srautą. Šildymui galite paimti standartinį arba mažo dydžio dujinį degiklį, kuris įkraunamas propano ir oro mišiniu arba propanu su butanu ir oru. Taip pat galite pasiimti specialų elektrinį lituoklį.
Paimame degiklį, įjungiame ir liepsną nukreipiame į vamzdžių jungtį. Kontaktinis plotas, esantis tarp liepsnos ir detalės, turi būti nuolat judinamas. Tai būtina norint užtikrinti, kad elementai įkaistų tolygiai. Imame lydmetalą ir karts nuo karto juo paliečiame montavimo tarpą. Pakankamai kaitinant, lydmetalis pradeda tirpti.

Kai tik tai atsitiks, pastumkite degiklį į šoną, kad lydmetalis visiškai užpildytų kapiliarų tarpą. Jei lydmetalis dar nepradėjo lydytis, tęskite šildymą. Litavimo žemoje temperatūroje ypatybė yra ta, kad lydmetalis nėra specialiai kaitinamas. Jis turėtų ištirpti nuo įkaitusių jungties elementų šilumos.
Lituokliui visiškai užpildžius kapiliarinį tarpą, reikia leisti jam atvėsti, geriausia natūraliomis sąlygomis. Reikia atsiminti, kad gauta minkšta jungtis yra mažo stiprumo, todėl ją liesti karštą draudžiama.
Kitas svarbus momentas. Litavimo metu itin svarbu neperkaitinti vario. Priešingu atveju ant metalo naudojamas srautas bus sunaikintas ir, atitinkamai, negalės ištirpti ir pašalinti oksidų, o tai smarkiai neigiamai paveiks sujungimo kokybę.
Todėl fliusą patartina naudoti su litavimo milteliais. Kai detalės temperatūra yra pakankama lydmetaliui įkaitinti, milteliai išsilydys ir srauto viduje bus matomi lydalo lašeliai.
Jei liepsnos naudojimas dėl kokių nors priežasčių yra nepriimtinas, naudojamos litavimo mašinos, maitinamos elektra. Tokia įranga yra maitinimo šaltinio, elektrinių žnyplių ir lituoklio komplektas.
Šildymo ir vėlesnio jungties su lituokliu procedūra nesiskiria nuo aprašytos aukščiau. Vienintelis įspėjimas: visiškai sušildyti dalis gali prireikti mažiau laiko nei kaitinant degikliu.
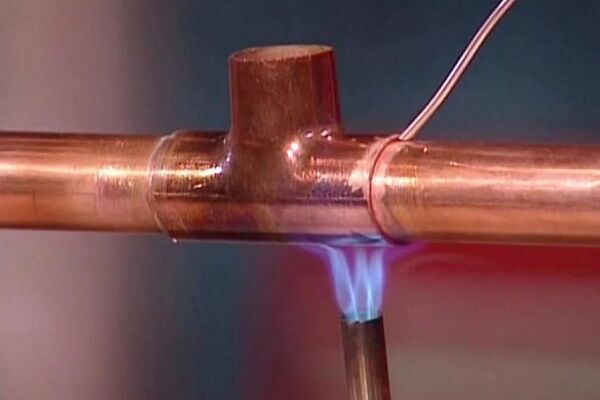
Siūlės formavimas lituojant aukštoje temperatūroje
Tokio litavimo procese dalims šildyti taip pat naudojamas dujų degiklis. Jis maitinamas propano ir deguonies arba acetileno ir oro mišiniu. Galima naudoti acetileno-deguonies mišinį.
Ekspertai rekomenduoja dalis šildyti tolygiai ir greitai. Tai yra, šildymo procesas turėtų būti trumpas. Įrenginyje degančios dujos turėtų sukelti ryškiai mėlyną mažo intensyvumo liepsną.

Mes sklandžiai perkeliame degiklį išilgai būsimos jungties, kad šildymas būtų kuo vienodesnis. Kai varis įkaista iki maždaug 750C, jis taps tamsiai vyšninės spalvos. Šiuo metu užtepkite lydmetalį.
Kad geriau sušiltų, galite šiek tiek pašildyti degikliu. Tačiau tuo pat metu turime atsiminti, kad lydmetalis turi ištirpti nuo įkaitusių jungties dalių, o ne nuo degiklio. Idealiu atveju turite užtikrinti jungtį su minimaliu šildymu, kai lydmetalis iškart ištirps ir pirmą kartą užpildys montavimo tarpą.
Tai gali nepavykti iš karto, bet įgyjant patirties, rezultatas gerės. Visiškai užpildę tarpą litu, palikite jungtį atvėsti. Šiuo metu nerekomenduojama jo liesti. Kruopščiai nuvalykite atvėsusią siūlę, kad pašalintumėte likusį srautą.
Išsami varinių vamzdynų litavimo naudojant dujinį degiklį technologijos analizė pateikta straipsnyje, su kurio turiniu patariame susipažinti.
Saugos priemonės lituojant varinius vamzdžius
Pradedantieji meistrai domisi, kaip teisingai lituoti varinius vamzdžius, tačiau tuo pačiu pamiršta apie saugumą. To padaryti negalima. Turite suprasti, kad varis turi didelį šilumos laidumą, todėl negalite laikyti dalių rankose be tam tikros apsaugos.
Nerūpestingumas ir nerūpestingumas viduje vario vamzdyno surinkimas gali sukelti terminį nudegimą. Maži elementai iki 0,3 m ilgio tvarkomi tik su apsauginėmis pirštinėmis arba laikomi replėmis.
Taip pat reikia būti atsargiems dirbant su srautu. Tai itin agresyvi kompozicija. Jei litavimo proceso metu jo pateko ant jūsų odos, nedelsdami nutraukite darbą ir nuplaukite srautą nuo odos dideliu kiekiu muiluoto vandens.Priešingu atveju ant odos gali atsirasti ne tik terminių, bet ir cheminių nudegimų.

Drabužius darbui taip pat reikia pasirinkti teisingai. Sintetiniai audiniai visiškai netinka. Dirbtinis pluoštas yra labai jautrus aukštai temperatūrai. Lengvai tirpsta ir užsidega, todėl darbui geriausia rinktis storus drabužius iš natūralios medvilnės.
Kitas svarbus momentas. Kai dalys pašildomos, srautas pradeda degti. Jo garai yra pavojingi žmonėms. Dėl šios priežasties patalpa, kurioje atliekamas varinių vamzdžių litavimas, turi būti gerai vėdinama.
Patyrę meistrai pataria tiems, kurie pirmą kartą imasi litavimo, pirmiausia pasipraktikuoti su vamzdžių likučiais. Praktika rodo, kad po trijų ar keturių nepriklausomai užbaigtų jungčių jau galite pradėti montuoti dujotiekį. Tokiu atveju patartina sistemą surinkti ant grindų ir tik tada pradėti lituoti.
Užbaigtas vamzdynas turi būti kruopščiai nuplaunamas švariu karštu vandeniu, kad būtų pašalintas lydmetalis ir srautas iš dalių vidaus.
Pagrindinės litavimo klaidos
Varinių vamzdžių litavimo procesas yra gana paprastas, tačiau tam reikia tam tikros patirties. Pradedantieji dažnai daro klaidų savo darbe.
Panagrinėkime pagrindinius:
- Defektų buvimas jungiamų dalių paviršiuje. Tokie defektai gali atsirasti pjaunant vamzdį. Jei litavimas atliekamas dėl defekto, siūlė bus silpna.
- Užteršimas zonoje, kurioje yra sujungti elementai. Po pjovimo ir valymo dalys turi būti nuriebalintos.
- Nepakankamas montavimo tarpo plotis.Pagal taisykles, dalims, kurių skerspjūvis yra nuo 6 iki 108 mm, tarpo matmenys turėtų būti nuo 7 iki 50 mm.
- Nepakankamas dalių šildymas. Tokiu atveju lydmetalis negalės tinkamai susilieti su pagrindu. Tokia siūlė lengvai sulaužys net ir esant nedidelei apkrovai.
- Flux neapima viso vamzdžio paviršiaus. Detalės paviršiuje lieka oksidų, o tai neigiamai veikia siūlės kokybę.
- Sujungimo zonos perkaitimas. Sukelia srauto degimą ir oksido bei nuosėdų susidarymą. Dėl to ryšio kokybė smarkiai pablogėja.
- Tikrinama karšta jungtis. Prieš tikrindami siūlės kokybę, turite įsitikinti, kad vamzdis atvėso. Priešingu atveju ryšys neišvengiamai deformuosis ir praras stiprumą.
- Saugos taisyklių nepaisymas. Litavimas atliekamas aukštoje temperatūroje ir naudojant agresyvias chemines medžiagas. Reikalingi apsauginiai drabužiai, kaukė ir pirštinės.
Pradedančiam meistrui gali būti sunku savarankiškai nustatyti dalių įkaitimo laipsnį, tuomet verta pasikviesti profesionalą ir jam vadovaujant atlikti pirmuosius ryšius.
Jis supažindins su šildymo kontūrų konstravimo iš varinių vamzdžių metodais. kitas straipsnis, su kuria rekomenduojame susipažinti.
Išvados ir naudingas vaizdo įrašas šia tema
Daugiau įdomios informacijos apie varinių vamzdžių litavimą galite sužinoti iš šių vaizdo įrašų.
Vaizdo įrašas Nr. 1. Aukštos temperatūros vario litavimo ypatybės:
2 vaizdo įrašas. Kaip teisingai lituoti varines jungiamąsias detales:
3 vaizdo įrašas. Kokie yra litavimo srautų tipai?
Varinių vamzdžių litavimas patiems – naudingas įgūdis, kuris tikrai pravers namų meistrui. Variniai vamzdynai tarnauja labai ilgai ir be problemų.Atsižvelgiant į gana didelę tokių dalių kainą, galite daug sutaupyti patys surinkdami ir įsigyti aukštos kokybės vamzdyną už labai priimtiną kainą.
Ar turite asmeninės patirties jungiant varinius vamzdžius litavimo būdu? Galbūt turite žinių apie darbų atlikimo niuansus? Rašykite komentarus žemiau esančiame bloke, užduokite klausimus, pasidalykite savo nuomone ir nuotraukomis straipsnio tema.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Aš labai retai susiduriu su variniais vamzdžiais; labai mažai žmonių juos naudoja, renkasi pigesnį ir naudingesnį plastiką. Bet aš mačiau tokius vamzdžius namuose, kurie pretenduoja į „elitinį“ statusą. Ten jie puikiai dera prie interjero. Ir man taip pat teko juos lituoti. Iš asmeninės patirties galiu pasakyti, kad atlikti šį darbą ir lengva, ir yra niuansų.
Varis yra jautrus metalas ir pats savaime nesukels jums problemų. Bet jei jūs pats darote klaidų, po kurio laiko jūsų litavimo vieta nutekės. Visiems, kurie staiga susidūrė su poreikiu lituoti varinį vamzdį, visų pirma pasakysiu – nepatingėkite ir negaiškite laiko parengiamiesiems darbams! Gera pradžia yra pusė darbo.
Jei blogai nuriebalinsite, jis nutekės. Jei blogai išvalysite, tai tas pats. Antra: saikingas, bet pakankamas srauto kiekis. Jei gailėsitės, jis nutekės. Persistenkite ir turėsite negražų sąnarį. Trečia: tinkamos temperatūros sąlygos. Perkaitimas ir perkaitimas yra vienodai blogai. Apskritai, jei ketinate lituoti pirmą kartą, geriausia kur nors susirasti vario vamzdžio gabalėlį ir pasipraktikuoti, kaip ir juodraštyje. Tuo pačiu nustatykite galimas klaidas.