Kaip suvirinti vertikalias ir horizontalias siūles naudojant elektrinį suvirinimą: žingsnis po žingsnio instrukcijas
Elektrinis suvirinimas – tai metalų struktūros sujungimo kaitinant ir lydant elektros lanku technologija.Ji tapo plačiai paplitusi įvairiose šalies ekonomikos srityse, įskaitant privatų sektorių.
Iš tikrųjų šiuo metodu galima suvirinti bet kokius metalus, atsižvelgiant į elektros lanko temperatūrą (7000-8000 laipsnių). Tačiau prieš pereidami prie šios technologijos, turėsite išmokti suvirinti vertikalią siūlę elektriniu suvirinimu ir suprasti horizontalios siūlės gavimo techniką.
Straipsnio turinys:
- Suvirinimo siūlės: bendrieji apibrėžimai
- Kaip suvirinti vertikalią siūlę?
- Horizontalios siūlės suvirinimo technologija
- Elektros lankas: optimalaus ilgio valdymas
- Elektrodo padėties valdymas
- Srovės parametrai ir elektrodo judėjimas
- Instrukcijos pradedančiajam suvirintojui
- Išvados ir naudingas vaizdo įrašas šia tema
Suvirinimo siūlės: bendrieji apibrėžimai
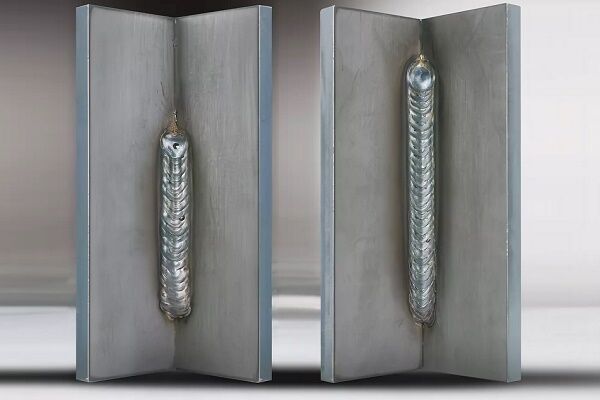
Metalų suvirinimo technologija glaudžiai susijusi su suvirinimo siūlės sąvoka. Jis susidaro kietėjant metalui, išlydytam elektriniu lankiniu suvirinimu.
Priklausomai nuo suvirinimo vietos, siūlė gali būti išdėstyta horizontaliai arba vertikaliai. Be to, erdvinė siūlės vieta gali būti apačioje, šone arba viršuje.

Paprasčiausias ir lengviausias atliekamas suvirinimo siūlių klojimas apatinio horizonto plokštumoje. Tokiomis sąlygomis išlydytą metalą gana lengva valdyti.

Likusios siūlių išdėstymo erdvėje (šoninės ir viršutinės) galimybės pripažįstamos kaip technologiškai sunkiai įgyvendinamos, todėl reikia ištirti suvirinimo būdus ir įgyti atitinkamą patirtį.
Kaip suvirinti vertikalią siūlę?
Suvirinimo valdymo sunkumas kuriant vertikalią siūlę kyla dėl įprasto fizinio reiškinio – gravitacijos. Tai turi įtakos išlydyto metalo masei, kuri, būdama skysto pavidalo, slenka žemyn.
Čia profesionalaus suvirintojo veiksmai yra neleisti išsilydžiusiai masei pasitraukti iš suvirinimo vietos. Tokį rezultatą pasiekti padės stabiliai degantis elektros lankas, laikomas minimaliu leistinu atstumu nuo elektrodo galo iki suvirinimo baseino.
Technika iš apačios į viršų
Vertikali jungtis dažniausiai suvirinama judant elektrodą kryptimi iš apačios į viršų. Šis maršrutas užtikrina stabilesnį valdymą, o elektros lankas užtikrintai išlaiko lydalo vonią ir neleidžia plisti. Būtent pereinant iš apačios į viršų galima suformuoti aukščiausios kokybės vertikalią siūlę.

Žinoma, prieš pradedant virinti vertikalią siūlę, siūlių ribos turi būti paruoštos ir apdorotos pagal techninius reikalavimus. Suvirinimo aparatą reikia pritaikyti prie suvirinimo sąlygų (nustatyti srovę, pasirinkti elektrodą).
Iš pradžių išilgai jungties linijos daromi keli taškiniai „smeigtukai“ - suvirinimas trumpa siūle (1–2 cm).Tokių veiksmų tikslas yra užkirsti kelią virinamų dalių pasislinkimui kaitinimo proceso metu dėl temperatūros deformacijos.

Suvirinant jungtį vertikaliai, elektrodo laikymo kampas plokštumos, kurioje bus siūlė, atžvilgiu išlaikomas 45–90º.
Suvirintojo instrukcijos nustato šiuos veiksmus:
- Elektrodo kontaktas su metalu užsidega lanką.
- "Stiklai" daromi 3-4 taškuose išilgai jungties linijos nuo jos vidurio iki kraštų.
- Suvirinimas prasideda žemiausiame jungties linijos taške.
- Elektrodo eiga nukreipta į viršų, suvirinimo baseinas laikomas darbo zonoje.
Elektrodas turi būti judinamas vidutiniu greičiu. Pagrindinis greičio kriterijus – optimalaus lydalo kiekio susidarymas suvirinimo baseine.
Vienu metu su vertikaliu elektrodo judesiu leidžiami skersiniai zigzaginiai judesiai „pusmėnulio“, „eglutės“ ar kitokio „schemos“ pavidalu. Tačiau skersinio smūgio technika atrodo aktuali tik metalams, kurių sienelių storis didesnis nei 4 mm.
Metalą su vertikalia siūle rekomenduojama suvirinti vienu ėjimu nesustojant. Pradedantiesiems suvirintojams tai atrodo sunku. Tačiau patirtis įgyjama greitai.
Technika iš viršaus į apačią
Įgiję patirties, suvirintojai gali lengvai nutiesti vertikalią siūlę, perkeldami elektrodą iš viršaus į apačią. Kokia gudrybė atlikti tokią operaciją?
Tai paprasta: uždegant elektros lanką, elektrodas apdirbimo plokštumos atžvilgiu yra 90º kampu.Kai tik metalas lanko formavimosi vietoje pradeda tirpti, elektrodo montavimo kampas pakeičiamas 15-20º, šiek tiek nuleidžiant laikiklį.

Elektrodo laidai išilgai storasienių metalų jungties linijos taip pat atliekami skersiniais „pjūklo danties“ arba „stačiakampio“ formos zigzagais. Kai kurie suvirintojai naudoja „bangišką“ lydalo paskirstymo techniką.
Tuo tarpu vertikalios siūlės iš viršaus į apačią formavimo būdas suvirintojui sukelia didelių sunkumų. Tačiau, daugelio ekspertų nuomone, suvirinimas tokia forma duoda geriausią rezultatą pagal kokybės rodiklius.
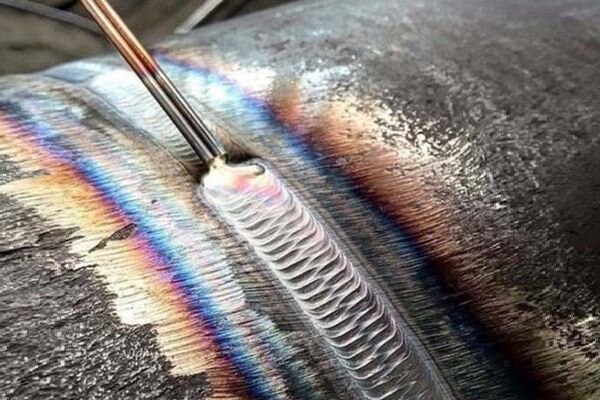
Horizontalios siūlės suvirinimo technologija
Horizontalios siūlės suvirinimo specifika beveik tokia pati kaip ir vertikalios. Techniniai niuansai – vėlgi manipuliavimas elektrodų montavimo kampais.
Judėjimo kryptį suvirinant detales jungtyje galima pasirinkti nuo kairiojo iki dešiniojo taško arba atvirkščiai. Konkrečią krypties pasirinkimą nustato suvirintojas, atsižvelgdamas į asmeninio patogumo laipsnį.

Tačiau kaip tinkamai suvirinti horizontalią siūlę elektriniu suvirinimu, kad lydalas neištekėtų iš provėžos dėl veikiančios gravitacijos jėgos?
Čia suvirintojas turi pasirinkti elektrodo padėtį, kurioje elektros lanko jėga būtų lygi metalo lašų gravitacijos jėgai.Gali prireikti reguliuoti srovės stiprumą ir eksperimentiškai parinkti optimalų elektrodo judėjimo greitį.
Paprastai horizontalios siūlės suvirinimas atliekamas nepertraukiamai iki visiško užbaigimo. Tačiau jei negalite suvaldyti lydalo (suvirinimo baseino), galite pabandyti pakeisti techniką – pereiti prie takto, periodiškai gesinant lanką.
Visos šios subtilybės išvystytos sukaupus suvirinimo darbų atlikimo patirtį. Todėl nenusiminkite, jei pirmaisiais bandymais nieko nepavyks.

Reikiamo pločio ir įsiskverbimo gylio horizontalios siūlės susidarymas, kaip taisyklė, pasiekiamas atsargiai skersai judant degantį elektrodo galą nuo vienos sujungtos dalies krašto iki kitos.
Suvirinant metalus, kurių storis iki 4 mm, naudojami įvairūs elektrodo skersinio žingsnio „schemos“ variantai. Konkrečių rekomendacijų šiuo klausimu nėra. Svarbiausia yra gauti reikiamą siūlės plotį ir įsiskverbimo gylį.
Elektros lankas: optimalaus ilgio valdymas
Tarpo tarp karšto elektrodo galo ir metalinės plokštumos dydis, pakankamas elektros iškrovai susidaryti, vadinamas lanko ilgiu. Vienas iš pagrindinių suvirintojo mokymo ramsčių yra optimalaus lanko ilgio kontrolė.
Teoriškai suvirinimo režimu galima gauti tris lanko tarpus:
- trumpas (1 – 1,5 mm);
- ilgio (3,5 – 6 mm);
- normalus (2–3 mm).
Trumpojo lanko degimo režimui būdingas nepakankamas metalo kaitinimas per visą jo plotį.Tokiais atvejais išilgai siūlės kraštų yra vadinamasis „įpjovimas“ - nedidelė įduba. Tokio defekto buvimas rodo žemus suvirinimo kokybės rodiklius.

Ilgo lankinio suvirinimo režimą paprastai lydi periodinis gesinimas. Čia yra nedidelis metalo įkaitimas gylyje. Apie gerą siūlės kokybę kalbėti irgi nereikia.
Taigi, vienintelė likusi galimybė, į kurią turėtų sutelkti dėmesį pradedantysis suvirintojas, yra įprastas lanko ilgis, kuris turi būti ne didesnis kaip Ld = 0,5-1,1 * De (Ld – lanko ilgis; De – elektrodo skersmuo).
Elektrodo padėties valdymas
Suvirinimo procesas gali būti atliekamas padėtyje elektrodas kampas į priekį, kampas atgal, stačiu kampu. Naudodamas bet kurį iš šių trijų technologinių metodų, suvirintojas gali sukurti siūles skirtingomis gamybos sąlygomis.

Taigi „priekio kampo“ metodas tradiciškai naudojamas elementams su horizontaliomis ir vertikaliomis siūlėmis sujungti viršutinės dalių vietos erdvėje sąlygomis (lubų suvirinimas). Ta pati technika sėkmingai naudojama suvirinant fiksuotas vamzdžių jungtis arba statant savadarbius dujinės balioninės viryklės.
Laikydamas elektrodą griežtai stačiu kampu (90º), suvirintojas užtikrina, kad darbai bus atliekami sunkiai pasiekiamose vietose. Galiausiai „nugaros kampo“ technika leidžia kokybiškai suvirinti kampines jungtis.
Montuojant elektrodą į priekį kampu, jie dažniausiai dirba su plonasieniais metalais. Šioje elektrodo padėtyje gaunama plati mažo gylio siūlė. Ant storasienių metalų, priešingai, jie bando naudoti „atgalinio kampo“ techniką, užtikrindami, kad metalas būtų įkaitintas iki pakankamo gylio.
Srovės parametrai ir elektrodo judėjimas
Srovės vertė ir elektrodo judėjimo greitis yra svarbūs veiksniai, turintys įtakos siūlės kokybei. Suvirinimas didelėmis srovėmis lydimas metalo kaitinimo iki didelio gylio, o tai leidžia padidinti elektrodo judėjimo greitį. Jei yra optimalus srovės ir elektrodo judėjimo greičio santykis, gaunama tolygi, kokybiška siūlė.
Srovės, elektrodo, metalo storio korespondencijos lentelė
| Dabartinė jėga, A | Elektrodo skersmuo, mm | Metalo storis, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Judant elektrodą tam tikru greičiu, reikia atsižvelgti į lanko galios dydį. Pernelyg greitas elektrodo tiekimas esant mažai galiai negalės užtikrinti pakankamos šildymo temperatūros.
Dėl to metalo nebus galima suvirinti iki reikiamo gylio. Siūlė tiesiog „gulės“ ant paviršiaus, vos „užgriebdama“ kraštų ribas.

Priešingai, pernelyg lėto elektrodo judėjimo sąlygomis bus sukurta perkaitimo atmosfera, kuri kelia grėsmę metalo deformacijai suvirinimo linijoje. Jei metaliniai elementai turi ploną struktūrą, galingas lankas tiesiog perdegs per metalą.
Galite sėkmingai praktikuoti kaip pradedančiojo suvirintojas ir patobulinti savo siūlių kūrimo įgūdžius krosnelės gaminimas bandymams, kurio korpuso pagrindas yra metalinis vamzdis.Rekomenduojame perskaityti naudingą informaciją.
Instrukcijos pradedančiajam suvirintojui
Suvirinimo darbus galima atlikti tik naudojant atitinkamą įrangą.
Standartinį rinkinį sudaro:
- Striukė, kelnės, pirštinės, batai pagaminti iš ugniai atsparių, patvarių, tvirtų medžiagų.
- Galvos apdangalas, visiškai dengiantis pakaušį.
- Speciali apsauginė kaukė veidui ir akims.
Norėdami atlikti suvirinimą, turėtumėte naudoti darbinį įrenginį, kurio elektrinė dalis yra uždaryta patikimu korpusu. Įrenginyje esantys elektros kabeliai turi būti visiškai izoliuoti ir atitikti prietaiso elektrines charakteristikas.
Suvirintojo vietoje turi būti darbo stalas, šviesos šaltiniai, įžeminimo magistralė, apsaugos nuo elektros smūgio priemonės ir gaisro gesinimo įranga.
Ir prieš pradėdami dirbti, turite atidžiai išstudijuoti elektrinio suvirinimo taisyklės, apsvarstykite ir išstudijuokite ryšių užmezgimo metodus ir galimybes.
Išvados ir naudingas vaizdo įrašas šia tema
Kviečiame žiūrėti video suvirinimo seminarą: kaip suvirinti horizontalias ir vertikalias siūles:
Nebūtina būti kvalifikuotu suvirintoju, tačiau suvirinimo technikų išmanymas yra pageidautinas. Dėl turimų suvirinimo įgūdžių žmogus turi daugiau galimybių įgyvendinti įvairius buities projektus.
Jei norite, visada galite studijuoti technologijas, o praktinė patirtis padės įvaldyti aukšto lygio darbų atlikimo techniką.
Ar norėtumėte papasakoti apie savo patirtį gaminant suvirinimo siūles? Ar žinote proceso subtilybes, kurios nėra pateiktos straipsnyje? Parašykite komentarus žemiau esančiame bloke.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}