Kas yra suvirinimas argonu: kaip jį teisingai naudoti, nuoseklios instrukcijos
Argono suvirinimas yra vienas iš elektros lanko metalų sujungimo būdų.Neaktyvių dujų sferoje, naudojant volframo elektrodą, uždegamas lankas. Tuo pačiu metu suvirintų dalių kraštai išsilydo, patikimai sujungiami į vieną visumą.
Straipsnio turinys:
Argono suvirinimas - savybės ir aprašymas
Būdingu argono suvirinimo bruožu galima laikyti sėkmingą elektrinio ir dujinio suvirinimo principų derinį. Ši suvirinimo technika sukuria puikios kokybės suvirinimo siūles. Jie kruopščiai nušlifuojami ir viso darbo ciklo pabaigoje siūlės visiškai nematomos.

Pagrindinis veiksnys procese yra elektros lankas. Čia įvyksta elektros energijos perėjimas į šiluminę energiją. Aukštas šiluminis slenkstis išlydo metalą suvirinimo taške. Jei lanką judinsite sklandžiai, gausite medžiagos susiliejimą ir patikimą ruošinių sujungimą. Judinant elektrodą, sureguliuojami suvirinimo baseino parametrai, suvirinimo greitis, įsiskverbimo laipsnis, siūlės kokybė ir plotis.
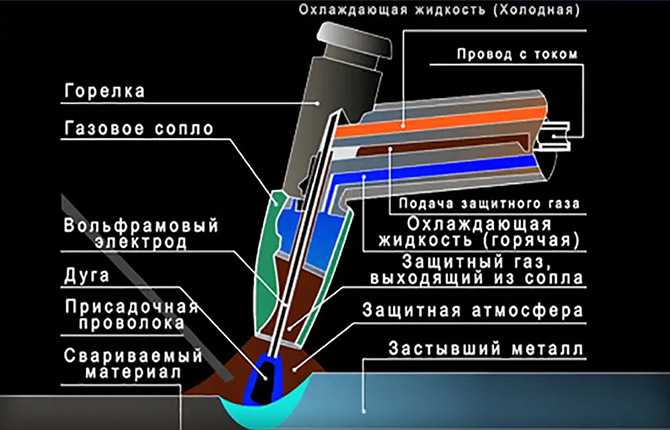
Norėdami užpildyti tarpus ir suvirinti aukštą metalinį karoliuką ant siūlės, naudojama užpildo viela. Savo sudėtimi jis turi būti identiškas suvirinamai medžiagai. Užpildo viela tiekiama iki lydymosi temperatūros rankiniu būdu.
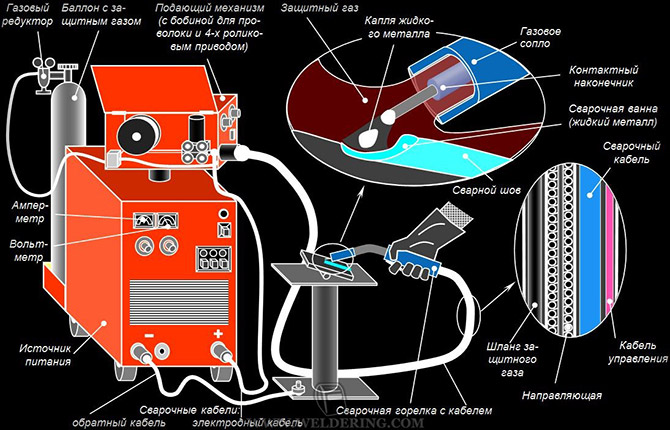
Maitinimo srovės šaltinis yra inverterio tipo įrenginys su valdikliais, neutralia dujų tiekimo sistema ir jungtimis, prie kurių prijungiamas degiklis. Srovė gali skirtis, būti pastovi arba kintamoji.
Kai veikia argono suvirinimo įrenginys, inertinės argono dujos tiekiamos per įrankio antgalį į lanko zoną. Jis "išstumia" atmosferos orą, įskaitant deguonį ir azotą, iš suvirinimo baseino. Taigi metalinės siūlės yra patikimai apsaugotos suvirinimo metu. Taip pat apsaugotas lanko pagrindas – nesunaudojamas volframo elektrodas. Jei suvirinimas atliekamas be inertinių dujų, volframas yra veikiamas agresyvios deguonies įtakos ir sunaikinamas.
Atmosferos oras neigiamai veikia suvirinimo proceso kokybę. Inertinės dujos naudojamos sintezės zonai apsaugoti nuo atmosferos deguonies. Paprastai tai yra argonas. Helis gali būti naudojamas šiam tikslui, tačiau jo kaina yra daug didesnė. Maža argono kaina paaiškinama tuo, kad tai tik šalutinis pramoninio oro atskyrimo į deguonį ir azotą proceso produktas.
Argono lankinio suvirinimo privalumai:
- Estetiška, didelio tvirtumo siūlė.
- Nereikia jokių srautų ar elektrodų dangų.
- Dirbkite su bet kokio dydžio dalimis.
- Galimybė suvirinti metalą ant pažeistų dalių dalių jas atkurti.
- Sunkiai suvirinamų metalų (titano, ketaus, aliuminio ir kitų) sujungimas.
- Minimalus išmetamų aerozolių kiekis, palyginti su kitais suvirinimo būdais.
- „Argonu“ išpjauto metalo kraštas yra idealios geometrijos, ant jo nesusidaro oksido ir nitrido plėvelės.
- Argono metodas leidžia sujungti plonus metalo sluoksnius ir atlikti specialias suvirinimo operacijas.
Trūkumai yra tai, kad metalo suvirinimas argonu yra lėtesnis nei naudojant kitas suvirinimo mašinas ir būdus.
Darbas su argonu kelia pavojų žmonių sveikatai.Įkvepiamos argono dujos sukelia galvos svaigimą, gali sukelti pykinimą, vėmimą, sąmonės netekimą ir net mirtį. Dirbantiems su suvirinimu argonu dažnai vargina galvos skausmas, spengimas ausyse, nuovargis, virškinimo trakto sutrikimai, kvėpavimo sutrikimai.
Suvirintojui kyla pavojus susirgti aliuminoze – negrįžtama plaučių patologija, nes jį veikia neigiamas ozono, radioaktyvumo ir azoto oksidų poveikis.
Argono suvirinimo klasifikacija
Argono suvirinimo technologija klasifikuojama pagal individualius funkcinius principus:
- Rankinis metodas. Manipuliacijas degikliu, lankiniu degikliu ir priedu rankiniu būdu atlieka suvirintojas. Jo patirtis ir kvalifikacija lemia proceso tempą ir suvirinimo siūlių parametrus.

- Pusiau automatinis. Įranga turi užpildo vielos tiekimo funkciją. Įrenginyje yra vielos padavimo mechanizmas. Suvirintojas veikia tik su argono degikliu, paliekant vieną ranką laisva. Jis gali būti naudojamas ruošiniams laikyti arba išlankstyti. Metodas yra produktyvesnis nei rankinis, tačiau labai svarbi suvirintojo kvalifikacija.
- Automatinis. Vielos padavimas ir vežimėlio judėjimas su degikliu vyksta automatiškai, nedalyvaujant darbuotojui. Privalumas – lygios, kokybiškos suvirinimo siūlės. Operatoriaus funkcijos yra kontroliuoti ir teisingai nustatyti parametrus - reikiamo įsiskverbimo gylį, optimalų vežimėlio judėjimo greitį ir kt.

Be to, suvirinimas argonu skiriasi pagal faktinį procesą – ar naudojama užpildo viela, ar ne.
Be priedo, galite suvirinti ploną metalą (iki 2 mm), stipriu slėgiu - išilgai siūlės neturėtų būti tarpų. Tada kraštai išlydomi elektrodu ir šio metalo pakanka ruošiniams sujungti.Rezultatas – sandari, plona, lygi, veidrodinė siūlė be „žvynų“.
Virimas su užpildo viela užtrunka ilgiau. Suvirinimo tipas yra „žvynuotas“, o žvynų sluoksnių skaičius tiesiogiai priklauso nuo priedų tiekimo į suvirinimo baseiną ritmo. Iki 5 mm pločio tarpai ir tarpai tarp dalių išlydomi kokybiškai, o išgaubimai sulydomi grioveliams. Užpildo metodas naudojamas 3 mm storio metalų suvirinimui argonu.
Neseniai pasirodė dar viena inovatyvi argono lankinio suvirinimo technologija – robotizuota. Jo ypatumas tas, kad dalių suvirinimą ant konvejerių atlieka robotų kompleksai. Metodas pasižymi dideliu našumu ir mažomis darbo sąnaudomis.

Trūkumas yra didelė unikalios įrangos kaina, skubus poreikis pritraukti aukštos kvalifikacijos specialistus techninei priežiūrai, programinės įrangos palaikymui ir roboto komponentų koregavimui. Technologija skirta didelėms gamybos apimtims.
Suvirinimas argonu – kokių įrankių ir įrangos jums reikia
Argono lankinio suvirinimo įranga ir priedai skirstomi į 3 grupes.
Pirmasis apima specialūs įrenginiai, kurie atlieka vieną konkrečią operaciją. Argono suvirinimas, atliekamas tokiais įrenginiais, naudojamas didelėse didelės nepertraukiamos gamybos įmonėse.
Antra – specializuota įranga, sukonfigūruota operacijoms su siauru konkrečios kategorijos dalių asortimentu.
Trečias – universalios mašinos, naudojamos kelių tipų operacijoms ir medžiagoms. Tai populiariausia komerciškai gaminamų prietaisų grupė.Jie plačiai naudojami ne tik pramoniniais tikslais, bet yra labai paklausūs tarp amatininkų ir „garažų“ meistrų.
Universalaus argono suvirinimo įrangos komplektas:
- darbo drabužiai, apsauginė avalynė, asmeninės apsaugos priemonės;
- agregatas darbui su nevartojančiu elektrodu atlikti;
- volframo nesunaudojami elektrodai;
- užpildo viela;
- aukšto slėgio žarnos;
- dujų cilindras;
- dujų reduktorius;
- pagalbinis įrankis.
Dujų balione, suslėgtoje formoje, yra dujos - argonas. Balionai naudojami įvairioms dujoms. Kad nebūtų supainioti identiški skirtingo turinio konteineriai, balionai yra pažymėti. Taigi žalias argonas pumpuojamas į juodą cilindrą su baltu užrašu ir balta juostele. Techninis argonas - taip pat juodame cilindre, bet užrašas mėlynas, juostelė mėlyna. Grynas argonas išsiskiria pilku cilindru su žaliu užrašu ir juostele. Kita speciali techninė informacija taip pat yra antspauduojama ant cilindrų.
Kiekvienas reduktorius skirtas savo dujoms. Reduktoriaus spalva turi sutapti su dujų baliono spalva. Pigiu variantu galite naudoti „juodąjį“ anglies dioksido reduktorius. Tačiau dažniausiai reduktorius su rotometru montuojamas po argonu.
Aukšto slėgio deguonies žarnos naudojamos argonui dėl jų kokybės ir patikimumo. Vidinis skersmuo svyruoja nuo 9 iki 18 mm. Taigi pasirinkti tinkamą nebus sunku.
Srovės šaltinis suvirinimui argonu parenkamas pagal tikslus ir užduotis, kurias reikia atlikti darbo metu.
Volframo elektrodai skirti uždegti ir palaikyti lanką. Jie turi atitinkamus ženklus, apibūdinančius jų savybes ir ypatingų priemaišų buvimą.
Metalui paruošti suvirinimui reikalingos pagalbinės medžiagos, pavyzdžiui, šlifuoklis, įvairūs metaliniai šepečiai.
Saugos laikymasis
Argonas, kaip ir bet kuris kitas suvirinimo būdas, reikalauja griežtai laikytis saugos taisyklių. Jie dažniausiai yra paprasti, tačiau jų įgyvendinimas leidžia išsaugoti ne tik sveikatą, bet ir gyvybę.
Darbas turi būti organizuojamas specialiose patalpose ar kabinose. Ten, kur šių sąlygų neįmanoma įgyvendinti, vieta suvirinimo argonu darbams atlikti atitveriama ekranais. Tai plokštės iš faneros, nudažytos ugniai atsparia kompozicija, kurioje taip pat yra cinko oksido, kuris sugeria ultravioletinius spindulius. Tokios tvoros aukštis negali būti mažesnis nei 2 m.
Argono suvirinimo įranga sumontuota lygioje vietoje, laikantis technologinių matmenų. Suvirintojo darbo vietoje turi būti įrengta ištraukiamoji ir tiekiamoji ventiliacija. Išmetimo plokštės yra labai veiksmingos. Jie yra išdėstyti horizontaliai arba kampu, kad užterštas oras iš lanko būtų pumpuojamas žemyn arba toliau nuo suvirintuvo. Tai neleidžia kenksmingoms medžiagoms patekti į darbuotojo kvėpavimo takus.
Ką reikia padaryti prieš pradedant:
- Apžiūrėkite ir įsitikinkite, kad suvirintojo speciali apranga, avalynė, apsauginės priemonės yra geros būklės, švarūs, neįmirkę alyvos ar kitų degių medžiagų.
- Apsivilkdami kombinezoną užsekite visas sagas, suriškite kaspinus, suvarstykite batus.
- Švarkas ir kelnės turi būti nešioti, kišenės užsegamos atvartais, o plaukai – sukišti po galvos apdangalu.
- Patikrinkite darbo vietą, apšvietimą, gaubtą.
- Pašalinkite nereikalingus ruošinius, nereikalingus daiktus ir degias medžiagas.
- Patikrinkite įrangą.Jis turi būti patikimai įžemintas, aukštos įtampos kontaktai apsaugoti ir uždaryti, nepažeidžiamas laidų vientisumas.
- Įsitikinkite, kad veikia matavimo ir signalizacijos įtaisai bei įrangos fiksavimo įtaisai.
- Nepradėkite darbo, kol nebus visiškai pašalinti nustatyti trūkumai.

Kaip tinkamai naudoti suvirinimą argonu, žingsnis po žingsnio instrukcijas
Prieš suvirinant ruošinį reikia kruopščiai nuvalyti nuo nešvarumų, mašininės alyvos ir riebalų nuosėdų. Tai galima padaryti su bet kokiu tirpikliu. Kai suvirintų detalių storis viršija 4 mm, būtinas briaunų pjovimas, o suvirinimas argonu atliekamas tik nuo užpakalio iki galo.
Norint sunaikinti oksido plėveles, jungtis apdorojama metaliniais šepečiais. Sudėtingos geometrijos jungtis valoma kampiniu šlifuokliu.
Norint pašalinti drėgmę, ruošinius reikia pašildyti iki 150 laipsnių. Siekiant išvengti perdegimo, po plonu metalu dedamos varinės arba plieninės plokštės, kad pašalintų šilumą.
Priedas juda tik priešais degiklį, išilgai virinamos siūlės.
Prieš uždegant lanką, trumpą laiką (5-7 sekundes) įjungiamas inertinių dujų tiekimas. Baigę suvirinti, vėl turite palaukti tiek pat laiko prieš išjungiant dujas.
Veiksmų seka dirbant su argono lankiniu suvirinimu:
- Įjunkite įrangą.
- Prijunkite įžeminimo laidą prie suvirinimo stalo arba ruošinio.
- Atidarykite vožtuvą ant dujų baliono.
- Argono degiklį priartinkite prie virinamos detalės, kad atstumas iki elektrodo būtų 3-5 mm.
- Uždėkite apsauginę kaukę ir įjunkite maitinimą.
- Laikykite susidariusį suvirinimo lanką prie pradinio jungties krašto, kol susidarys išlydyto metalo bala.
- Naudodami apskritas, lygias manipuliacijas, išlydykite šonų kraštus.
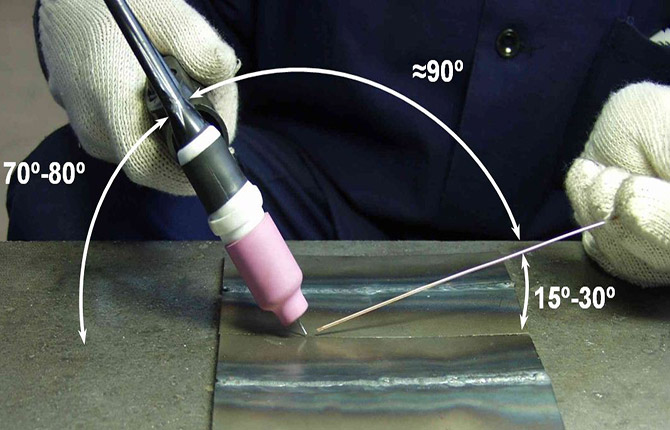
- Išlaikykite 45 laipsnių kampą tarp degiklio ir paviršiaus.
- Lėtai ir atsargiai perkelkite degiklį adata į priekį, tiekdami užpildymo laidą į degiklį.
- Suvirinimo pabaigoje sumažinkite srovę, kad užpildytumėte kraterį.
Suvirinimas argonu yra pelningas naujoviškas gaminių restauravimo būdas. Suvirinimo ir restauravimo darbų kaina yra žymiai mažesnė nei naujos detalės gamyba. Atnaujintas produktas gali tarnauti labai ilgai.
Ar kada nors pats naudojote suvirinimą argonu? Papasakokite apie savybes, kurios padės greičiau įgyti įgūdžių. Palikite savo komentarą, pasidalykite straipsniu socialiniuose tinkluose, pridėkite prie žymių.




Kaip gaminti maistą su argonu suvirinant lauke vėjuotu oru?
Negalėsite suvirinti kaip dirbtuvėse – vėjas išpučia apsaugines dujas ir palieka suvirinimo baseiną atvirą išorės poveikiui. Apsaugokite suvirinimo vietą geležies lakštu. Jei po ranka nieko tinkamo, užblokuokite vėją atsistoję iš tos pusės, iš kurios jis pučia.
Ką daryti, jei suvirinimo baseinas daug burbuliuoja?
Sureguliuokite argono tiekimą į reduktorių. Dujų arba per mažai (iš metalo išbėga anglis), arba per daug.
Kaip teisingai pagaląsti volframo elektrodą?
Pagaląskite strypą ant besisukančio deimantinio rato. Jis tarnaus ilgiau nei įprastas šlifuoklis. Padėkite elektrodą antgaliu nuo savęs ant besisukančio apskritimo galo. Pasiekite galandimo kampą 20-30 laipsnių. Suvirinant esant 200-300 A srovėms, reikalingas 60 laipsnių galandimas.Ploną 1-1,5 mm metalą patogiau virinti antgaliu, kaip adata - galandimo kampas yra maždaug 10 laipsnių.