Rutulinių vožtuvų gamyba Rusijoje - tipai ir gamybos procesas
Palyginti neseniai vandens tiekimo jungiamųjų detalių rinkoje pagrindinis uždarymo įtaisas buvo tradicinis vožtuvas - nelabai patikimas, turintis daug veikimo problemų. Sėkmingesnis buvo vožtuvų variantų pakeitimas pilnos angos vožtuvais su rutuliniu elementu. Ne visi jie yra vienodi kokybe.
Gamyba rutuliniai vožtuvai reikalauja naujo požiūrio į techninį procesą, bent jau šiuolaikinių technologijų panaudojimą. Tokie uždarymo vožtuvai negali būti pagaminti naudojant pusiau rankų darbo metodus.
Straipsnio turinys:
Kodėl pelninga gaminti rutulinius vožtuvus?
Uždarymo ir valdymo vožtuvų paklausa tik didėja. Kadangi seni plieniniai vamzdžiai ir vožtuvai yra išmetami į metalo laužą, populiarėja idėja naudoti rutulinį vožtuvą naujiems plastikiniams vamzdžiams.

Gamyba tinkamai organizuojant technologinį procesą negali būti nuostolinga dėl dviejų priežasčių:
- Namų vandentiekio arba šildymo kontūre rutuliniai vožtuvai sudaro mažiausiai 90% visų vožtuvų. Likę 10% nurodo tradicinį vožtuvą prie vandens vamzdžio įėjimo į namą ar butą;
- rutulinio vožtuvo gamyba yra technologiškai pažangesnė. Nereikia didelio mašinų parko ir brangių plieno ruošinių liejimo operacijų.
Bet šiuo atveju kalbame apie žalvarinių rutulinių vožtuvų gamybą.Nerūdijančio plieno arba PPR propileno modeliai neatsižvelgiami. Nerūdijančio plieno vožtuvai daugiausia naudojami pramoniniams vamzdynams ir maisto gamybai.

Jie kainuoja daugiau nei tradiciniai vožtuvai. Rutulinius vožtuvus iš polipropileno lieja įmonės, gaminančios PPR vamzdžius. Jis yra nebrangus, tačiau naudojamas tik polipropileniniams vandens vamzdžiams.
Rutulinio vožtuvo gamyba iš žalvario laikoma pelningesne, nes tai yra universalus produktas.
Šiek tiek pakeitus montavimo būdą, jis gali būti naudojamas:
- polipropileno;
- plieno;
- polietileno PEX vamzdžiai;
- metaliniai-plastikiniai vandens vamzdžiai.
Rutulinis vožtuvas turi keletą dizaino savybių, kurios turi teigiamą poveikį paklausai ir gamybos pelningumui:
- paprasta užrakinimo schema. Metalinis rutulys su skylute, besisukantis aplink vertikalią ašį, praktiškai nesukelia skysčio srauto turbulencijos, o tai reiškia, kad skysčio netenkama mažiau. Galite sumontuoti pigesnį modelį su rutuliniu elementu, kurio srauto plotas yra mažesnis nei tradicinis vožtuvas;
- Mažas korpusas puikiai telpa į vandens vamzdžių liniją arba šildymo sistemos grandinę. Nėra ilgų stiebų, išsikišusių kaip vožtuvas su masyviomis rankenomis;
- lengvas montavimo būdas. Rutulinio vožtuvo montavimas trunka kelias minutes. Norint sumontuoti patį paprasčiausią vožtuvą į ketaus ar bronzinį korpusą, prireiks movų su lenkimais arba adapterio su tarpiklių rinkiniu flanšiniam sujungimui.
Dar vienas pliusas – rutulinį vožtuvą lengviau prižiūrėti. Jei gamyboje naudojamos kokybiškos medžiagos, ji veiks dešimt metų.Vožtuvo priežiūrai reikia periodiškai paleisti ir pasukti kotą išilgai sriegio, atidaryti ir uždaryti sklendę. Priešingu atveju diskinis vožtuvas ir srieginė ašies dalis prilips. Tokį vožtuvą sunku atidaryti.
Rutulinių vožtuvų tipai
Bet kokia gamyba negali būti paremta vieno modelio, kuris pakeičia arba pakartoja seną ketaus vožtuvą, gamyba. Šiandien yra bent keletas žalvarinių vožtuvų su rutuliniu elementu versijų, jų paklausa yra, todėl jie taip pat įtraukti į gamybos planą.
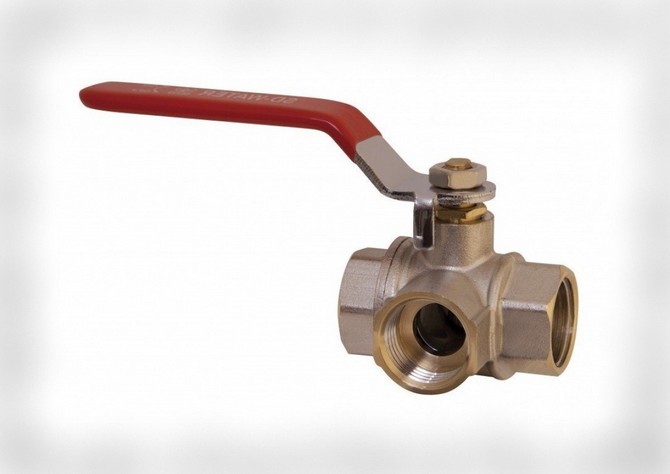
Tipiška klasikinio krano konstrukcija parodyta diagramoje.
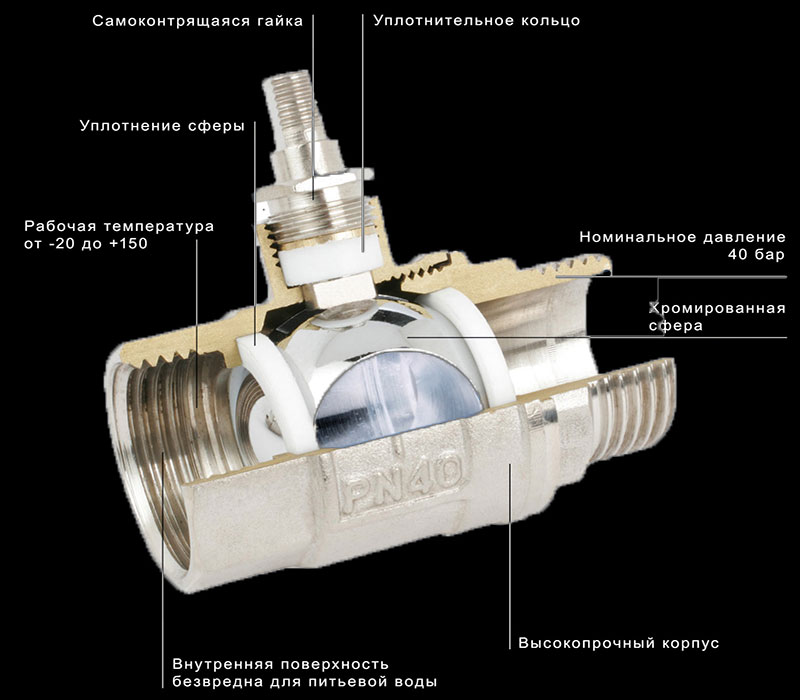
Gaminio pagrindas yra žalvarinis korpusas su centrine kamera, kurios viduje yra rutulinis elementas. Rutulyje yra kiaurymė, kurios skersmuo yra milimetro dalis mažesnis nei įleidimo anga.
Fiksavimo elementas gali suktis ant strypo aplink vertikalią ašį. Kraštai sandarinami fluoroplastiniais žiedais, kurie tvirtai priglunda prie chromuoto rutulio paviršiaus.
Dalių nedaug, visos jos yra paprastos komplektacijos, todėl gamybą galima nesunkiai automatizuoti.
Su įvairių tipų būstu
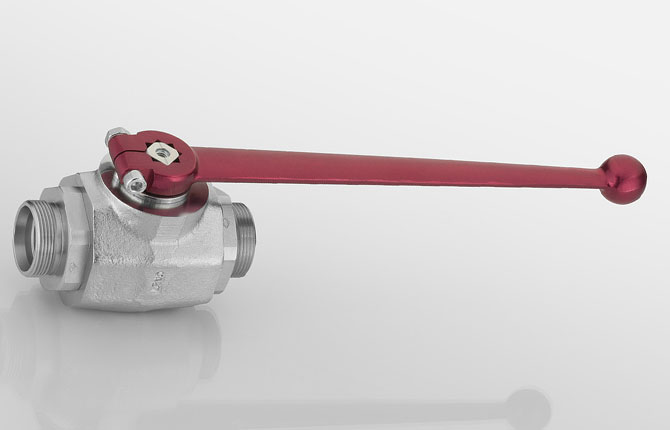
Priklausomai nuo rutulinio vožtuvo veikimo sąlygų, gaminami kelių tipų korpusai. Paprasčiausias variantas yra su sulankstomu korpusu, dvigubu sriegiu tvirtinimui.

Korpusas pagamintas iš dviejų dalių, sujungtų viena su kita sriegiu. Tokių modelių gamyba yra šiek tiek brangesnė, tačiau yra galimybė pakeisti rutulinį elementą ir slėgio sandarinimo žiedą iš fluoroplastiko.
Pigesni modeliai surenkami susitraukiančia jungtimi be sriegių. Gamyba gali būti ekonomiškesnė, nes rutuliniam vožtuvui surinkti galima naudoti automatinį presą.
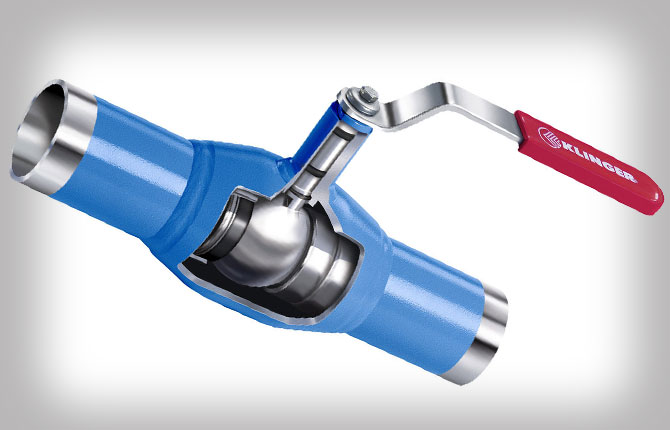
Požeminėms komunikacijoms naudojamas neatskiriamas rutulinis vožtuvas su plieniniu korpusu su apsaugine danga. Ypatinga gamybos ypatybė yra suvirinimo naudojimas montavimo darbams.
Aukšto slėgio vamzdynuose sumontuota uždarymo įranga, pagaminta iš plieno su liejiniu korpusu.
Plieninių rutulinių jungiamųjų detalių gamybos procesas nuo žalvarinių modelių skiriasi tik naudojamomis medžiagomis ir sferos montavimo būdu. Kamuolys įdedamas į vidų per angą strypui, o vietoj pastarosios naudojama kūginė įvorė. Rutulinis sandariklis pagamintas iš polioksimetileno, o ant rankovės uždėtas žiedas iš nitrilo gumos.
Skystų maisto produktų ir korozinių skysčių transportavimo linijose kaip uždarymo vožtuvas naudojamas iš specialių plieno rūšių pagamintas rutulinis vožtuvas.
Gamybai naudojant klasikinius metodus trukdo prastas nerūdijančio plieno apdirbamumas. Todėl korpusas yra surinktas, kuris leidžia remontuoti ir prižiūrėti vidinę maišytuvo ertmę, netgi pakeisti rutulinį elementą.
Pagal medijos srauto valdymo tipą
Įprastoje fiksavimo įrangoje rutulinis elementas gali būti dviejose padėtyse - „atviras“ ir „uždarytas“. Tarpinės parinktys, kai čiaupas nėra atidarytas iki galo, laikomos netinkamomis ir nerekomenduojamos naudoti įprastiems modeliams.
Galimybė atidaryti rutulinį elementą ne iki galo, o tam tikru kampu naudojama skysčio srautui trijų krypčių vožtuvuose valdyti.
Paprastų žalvario modelių gamybai nereikia papildomos įrangos. Norint gaminti gaminius iš korozijai atsparaus plieno, reikės specializuotų metalo apdirbimo staklių.
Naudodami čiaupą galite perjungti įeinantį skysčio srautą į vieną iš dviejų išėjimų.Be to, kai kuriuose modeliuose rutulinį elementą galima pasukti ne iki galo, o tam tikru kampu.
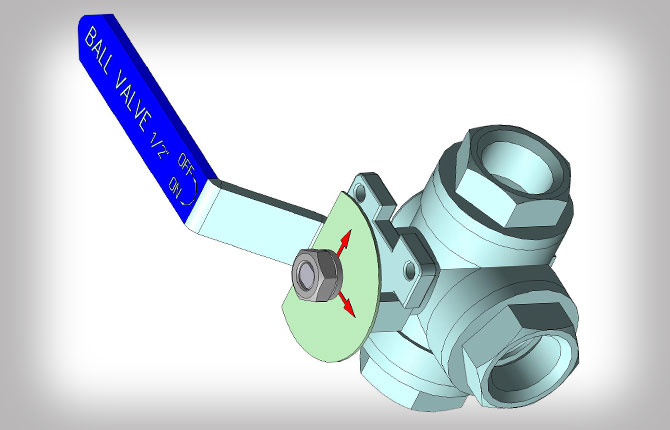
Galite reguliuoti srautą per čiaupą rankiniu būdu arba naudodami elektros variklio ir pavarų dėžės porą.

Dėl padidėjusio „šiltų grindų“ tipo šildymo sistemų populiarumo aktyviai plečiasi pusiau automatinių vožtuvų, skirtų aušinimo skysčio temperatūrai šildymo kontūre reguliuoti, gamyba.

Skirtingo srauto sekcijų dizaino
Rutulio viduje esanti ertmė gali skirtis pagal formą ir dydį. Trijų praėjimų modelių gamybai naudojamos dviejų tipų srauto sekcijos - „L“ ir „T“ formos.
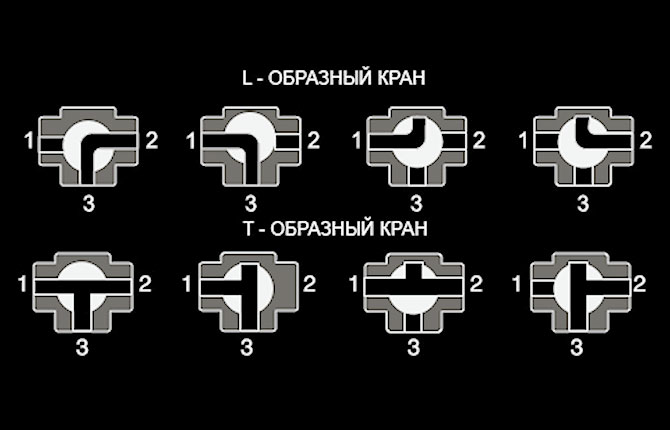
Pirmuoju atveju L formos ertmė leidžia perkelti srautą iš vienos išleidimo angos į kitą. Be to, T formos ertmė leidžia dirbti įprasto pilno srauto maišytuvo režimu.
Gaminant rutulinį vožtuvą, skirtą skysčiams, kuriuose yra daug kietų medžiagų, priekinis įleidimo ertmės kraštas yra specialiai suapvalintas ir poliruotas. Tai daroma siekiant išvengti teršalų nusėdimo ir sumažinti metalo susidėvėjimą.
Su skirtingais prijungimo būdais
Korpusai taip pat skiriasi tvirtinimo prie vamzdžių ir vamzdynų jungiamųjų detalių būdu. Įleidimo-išleidimo anga gali būti pagaminta su vidiniais arba išoriniais vamzdžio sriegiais sukabinimas.
Polietileniniams PEX vamzdžiams vienas arba abu įvadai yra pagaminti iš jungiamosios detalės, skirtos polietilenui užspausti su mova.
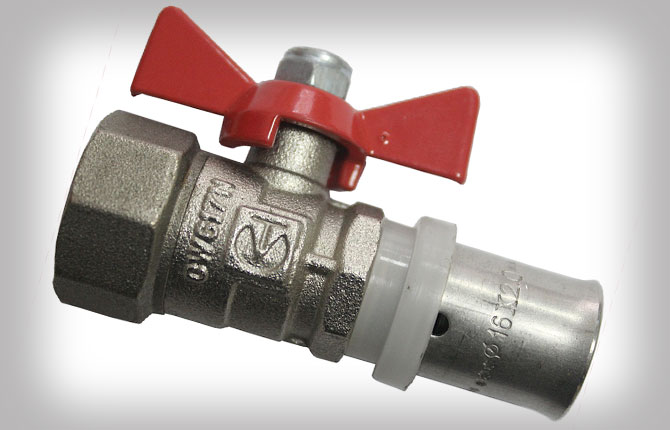
Metalo-plastikinių vamzdžių čiaupų gamybai naudojamas standartinio modelio korpuso centrinis blokas su sriegiu. Įvadas ir išėjimas yra įsukami į korpusą, jie turi tvirtinimo detalę ir srieginę dalį suspaudimo veržlei.

Toks rutulinių vožtuvų gamybos organizavimo metodas leidžia kai kurias dalis padaryti universaliomis ir galiausiai sumažinti gamybos sąnaudas.
Technika ir įranga
Norėdami nustatyti gamybą, jums reikės:
- presas su antspaudų rinkiniu. Visiems rutulinis vožtuvas jums reikia bent dviejų perforatorių ir karštojo štampavimo štampų rinkinių;
- Įrenginys žalvario milteliams, skirtiems pašalinti teršalus nuo mikrodalelių paviršiaus, paruošti. Šios įrangos dažnai atsisakoma, todėl sumažėja gamybos sąnaudos, tačiau labai pablogėja ruošinio kokybė po presavimo;
- CNC gręžimo, tekinimo ir sriegimo staklės;
- galvaninė instaliacija nikelio panaudojimui;
- surinkimo presas sandarikliams, strypams užspausti ir rutuliniam elementui sumontuoti vožtuvo korpuse.
Mažos apimties gamybai jums reikės:
- fluoroplastiniai žiedai;
- guminis tarpiklis ant strypo;
- klijai;
- kelių tipų sukamieji rankenėlės;
- riešutai
Visa tai, kas išdėstyta pirmiau, yra pigiau nusipirkti gatavą, nei sukurti gamybą savarankiškai.
Taip pat teks pirkti antspaudus karštajam spaudimui. Tokio įrankio gamybai reikalinga sudėtinga įranga ir papildomos valdymo priemonės, todėl geriau jas užsisakyti specializuotoje mašinų gamybos įmonėje.
Jei pagal verslo planą planuojama pagaminti visą žalvarinių vožtuvų ir jungiamųjų detalių asortimentą, tai mažiausiai reikės įsigyti suspaudimo veržles, krekerius ir įvores visų tipų vamzdžiams.
Rutulinių vožtuvų gamybos technologinis procesas
Gamyba prasideda kaitinant štampus ir žalvario miltelius. Gamyba karšto štampavimo būdu kainuos šiek tiek daugiau nei spalvotųjų metalų liejimas, tačiau garantuojama, kad nebus liejimo defektų ir ertmių. Korpusų štampavimas žemoje temperatūroje, kaip tai daroma gaminant pigius maišytuvus iš ZAM, nėra prasmės dėl žemos kokybės.

Kai korpusas išeina iš štampavimo, jis atšaldomas ir išvalomas nuo likusio tepalo. Toliau atliekamas nuriebalinimas ir nikelio sluoksnio uždėjimas galvaninėje vonioje. CNC staklėje išpjaunama skylė strypui, išpjaunamas sriegis, apdirbami tvirtinimo grioveliai korpuso fluoroplastiniams sandarikliams.
Kamuolys perkamas paruoštas. Jo viduje tam tikros formos ertmė išgręžta, nupoliruota ir (jei reikia) chromuota. Strypas pagamintas panašiu būdu.
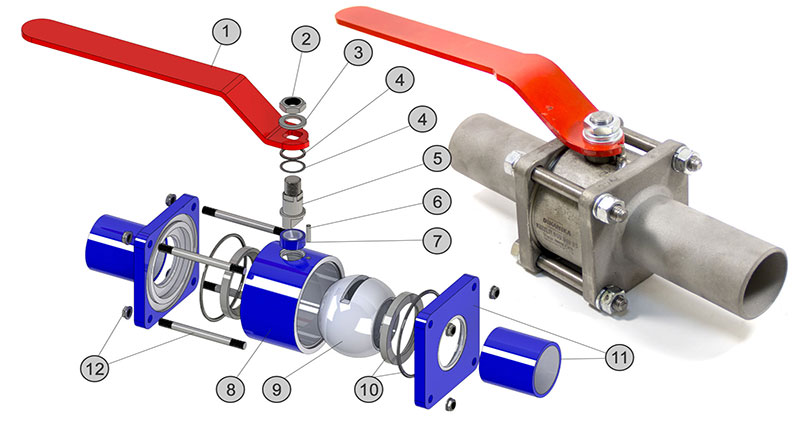
Surinkimas atliekamas ant preso. Užtepkite klijų ir paspauskite slėgio fluoroplastinį žiedą čiaupo viduje iš skysčio įleidimo pusės. Tada įkišamas rutulys, įspaudžiamas strypas ir prisukama korpuso veržlė su antruoju fluoroplastiniu žiedu.
Surinkimo pabaigoje ant strypo uždedamas guminis tarpiklis, prisukama veržlė ir įdedama rankena. Rutulinis vožtuvas yra patikrintas slėgiu, o jei nėra pastabų, gamybos procesas laikomas baigtu.
Gamyba Rusijoje ir pasaulyje
Nepaisant to, kad gamybos technologija pakankamai pasitvirtino praktikoje, skirtingų gamintojų rutuliniai vožtuvai skiriasi kokybe, ilgaamžiškumu, o neretai ir išvaizda. Pažvelkime atidžiau į skirtingų vietinių gamintojų produktus ir sukurkime savo reitingą.
ARCO
Gerai žinomas vamzdžių jungiamųjų detalių gamintojas. Produktai gaminami Ispanijoje ir Tunise. Ispaniškas rutulinis vožtuvas savo kokybe yra identiškas filialo gaminamam vožtuvui.
Į ką atkreipiame dėmesį renkantis rutulinį vožtuvą ARCO:
- geros kokybės žalvario korpusas, akytumo laipsnis identiškas liejiniams. Gamybos proceso metu rutulinio vožtuvo ruošinys papildomai veikiamas termostatais. Žalvaris tas pats – CW617N/CW614N;
- Tefloninių žiedų įdėklai yra labai lankstūs, todėl vožtuvas lengvai atlaiko iki 15 barų slėgį, o testuojant – visus 50 barų.
Gamybos technologija apima dviejų etapų plieninio rutulio poliravimo ir apdailos operaciją. Po gręžimo patikrinama, ar rutulinis elementas nėra nutekėjęs, sumontuotas ant strypo, po to paviršius chromuojamas ir poliruojamas.
Teigiami aspektai - puiki visų dalių kokybė, sklandus atidarymas - uždarymas be trinties ar "prilipimo".
Neigiami aspektai - didelė kaina, tikras rutulinis vožtuvas iš ARCO turėtų kainuoti mažiausiai 3 eurus. Antras trūkumas yra tai, kad gaminys dažnai išmontuojamas mažmeninės prekybos sandėliuose, pakeičiant rutulinį elementą į kinišką plieninį rutulį.
VEXVE
Įmonė įsikūrusi Suomijoje ir užsiima pilnai suvirintų pilno angos vožtuvų jungiamųjų detalių projektavimu ir gamyba. Tai reiškia, kad rutulinė konstrukcija yra korpuso viduje be nuimamų jungčių.
Vožtuvai pirmiausia skirti naudoti aukšto slėgio gaminių vamzdynuose – iki 40 barų. Rutulinio vožtuvo gamyboje naudojamas legiruotasis plienas, korpusas yra P235GH klasės, rutulys ir kotas yra X5CrNi1810.
| Modelis | Galimybės |
| Įstojimas | Suvirintas |
| Vardiniai skersmenys | DN10-600 |
| Srauto temperatūra | nuo -30 ONuo iki +200 OSU |
| Slėgis, baras | 25 |
| Medžiagos mazgams | |
| Rėmas | Plieninis St.37.0/37.8 |
| Kamuolys | AISI304 |
| Atsargos | AISI303 |
| Sandarinimo žiedai | PTFE+C |
| Rašiklis | Cinkuotas plienas |
| Užsandarinkite po stiebo įvore | teflonas |
Vožtuvo ant rutulinio elemento patvarumą ir sandarumą užtikrina dvi diskinės spyruoklės, kurios prispaudžia PTEF+C sandarinimo žiedus prie rutulio paviršiaus.
Montavimas atliekamas naudojant suvirinimo įrangą tik ant plieninių vamzdžių. Nuo 2014 metų VEXVE OY (Suomija) parduoda savo gaminius su VEXVE ir NAVAL prekių ženklais. VEXVE rutulinis vožtuvas skirtas naudoti pramoninėje gamyboje, daugiausia naftos chemijos produktų vamzdynuose, todėl kaina yra gana didelė. Pavyzdžiui, mažiausias modelis, kurio angos skersmuo yra 15 mm, kainuoja nuo 50 USD.
Apskritai uždarymo vožtuvų kokybė yra aukšta.
ADL
Rusijos įmonė ADL specializuojasi visų tipų gaminių vamzdynų – nuo buitinių tinklų iki pramoninių vamzdynų – uždarymo įrangos gamyboje. Gamybos apimtis didelė. Pagrindinės produkcijos dalies gamyba užtikrinama automatizuotomis linijomis.

Žalvariniai rutuliniai vožtuvai buitinėms vandens tiekimo sistemoms žinomi „Boston“ ir „Chicago“ prekių ženklais. Plieniniai uždarymo vožtuvai parduodami su prekių ženklais „Bival“ ir „ADL“.
Produktų kaina yra maždaug pusė suomių ir ispanų analogų kainos, kokybė atitinka kainų lygį. Standartinis ½ colio Bostono žalvarinis maišytuvas su amerikietiško stiliaus ir drugelio rankena parduodamas nuo 2,50 USD.
BROEN
Pagrindinė įmonės gamyba yra Danijoje, filialai yra Rusijos Federacijoje, Maskvos regione ir daugiau nei penkiasdešimtyje šalių. Ji daugiausia specializuojasi plieniniuose uždaromuosiuose vožtuvuose, tačiau yra ir įprastų žalvario pilno srauto modelių. Pagaminta su Ballomax prekės ženklu.
Gaminių kokybė labai priklauso nuo gamybos vietos. Europos produktai yra 100 % tikrinami ir testuojami naudojant sudėtingą atrankos algoritmą. Todėl kokybė yra gana aukšta.
"Bologovo armatūros gamykla"
Jis pagamino kelis to paties tipo rutulinius vožtuvus, pagamintus iš žalvario ir plieno. Iki paskutinės akimirkos gamyba buvo stabili, kokybė buvo vidutinio lygio. Bologovo žalvariniai sukabinimo čiaupai išsiskyrė tvirtu korpusu su gera medžiagos storio riba srieginėje dalyje. Čia pigiuose gaminiuose po metų ar dvejų naudojimo atsiranda įtrūkimas.
Vos prieš porą metų žalvarinės jungiamosios detalės buvo labai paklausios, nes vožtuvų ir jungiamųjų detalių kaina buvo net mažesnė nei Kinijos gaminių. Pastaruoju metu prekyboje randama kur kas rečiau gaminių, gausu rankų darbo padirbinių, o originalo pardavimo kaina išaugo daugiau nei dvigubai.
Bugatti
Vienas iš populiariausių rutulinių jungiamųjų detalių prekių ženklų. Gamina to paties pavadinimo įmonė Italijoje. Pagrindinis akcentas organizuojant gamybą yra aukšta žalvarinio korpuso kokybė ir ilgas tarnavimo laikas. Standartinis „Bugatti“ rutulinis vožtuvas gali atlaikyti iki 20 tūkstančių atidarymo ir uždarymo.

Korpusas visada padengtas baltu nikeliu. Grynas žalvaris gali būti naudojamas tik nestandartinės konfigūracijos jungiamosioms detalėms. „Bugatti“ rutulinio vožtuvo kaina yra 1,5–2 kartus didesnė nei vidutinė, todėl prekės ženklo produktai yra aktyviai padirbinėjami.
Kaip atskirti originalų itališką gaminį:
- žymėjimas ant korpuso yra raidė V deimante, turi būti nurodytas sriegio dydis, užrašas "Made in Italy";
- aukštos kokybės rutulinio elemento paviršius. Korpuso viduje dedamas skaidrus tepalo tipo silikoninis tepalas;
- Strypui naudojama originalios formos suspaudimo veržlė.
Kranų partijai visada išduodamas kokybės sertifikatas ir gaminio pasas.Tačiau patikimiausiu apsauginiu elementu laikoma aukšta korpuso paviršiaus kokybė – nėra jokių defektų, dryžių, nelygumų, dėmių.
Aqualink
Rusijoje pagaminti kranai išsiskiria palyginti nedideliu dydžiu ir padidėjusiu svoriu. Tai rodo, kad tankis ir nepralaidumas žalvarinis korpusas daug didesnis nei daugumos konkurentų.
Rutulinio vožtuvo kokybė yra pastebimai aukštesnė nei Kinijos kolegų, tačiau „Bant“ modeliai pirmiausia perkami šildymo ir vandens tiekimo sistemoms su mažu vidiniu slėgiu. Viršijus daugiau nei 5 barus, sutrumpėja fluoroplastinių įdėklų tarnavimo laikas. Rutulinis įdėklas tefloną susidėvi per porą mėnesių.
Prekės ženklo pranašumas yra palyginti žema prekės kaina.
Rutulinių vožtuvų gamyba greitai atsiperka, nes auga kokybiškos produkcijos paklausa. Visada buvo pakankamai problemų renkantis gerą maišytuvą, net jei tai yra žinomų gamintojų produktai. Todėl prieš pirkdami turėtumėte atidžiai išstudijuoti modelius ir jų savybes.
„Bugatti“, „Oventrop“ ir „LD“ rutulinių vožtuvų bandymas: vaizdo įrašas.
Pasidalinkite savo patirtimi renkantis rutulinius vožtuvus ir informacija apie vožtuvų jungiamųjų detalių gamybą komentaruose. Kaip išsirinkti tinkamą aukštos kokybės originalios gamybos modelį? Išsaugokite straipsnį savo žymėse, kad neprarastumėte naudingos informacijos.




Pirmiausia čiaupas patikrinamas magnetu. Jei prilimpa, tai aišku, kad tai netikras iš transformatorinio plieno. Magnetas gali prilipti strypo srityje, tai leidžiama.Kitas dalykas – pažiūrėti į korpuso užrašų kokybę. Naudojant originalią spaudą, spaudinys visada yra aiškus, įspaustas ir be klaidų. Klientas susirūpinęs dėl išvaizdos, todėl antspaudas ant preso reguliariai valomas nuo prilipusių miltelių.
Tada pažiūrėkite į sienelės storį už sriegio; galite jį išmatuoti su apkaba. Kuo jis masyvesnis, tuo patvaresnis laikomas kaip Bologovo kranas. Rankenos tik metalinės ir tik drugeliai, jas patogu montuoti ir po poros atidarymų nenukrenta.
Aš nesutinku. Bet kurio rutulinio vožtuvo kokybė yra ne korpusas, ne rankena, o fluoroplastiniai įdėklai. Patikrinti kokybę labai paprasta – žarną susukame per žarną, prijungiame prie autokompresoriaus ir pumpuojame iki 8 At. Įdėkite jį į kibirą vandens ir pažiūrėkite, iš kur atsiranda burbuliukų. Įprastas maišytuvas burbuliukus vandenyje sifonuoja tik po kotu, jį galima patepti arba priveržti veržle.